Калибровка экструдера на LERDGE. Гайд для новичков.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Всем доброго времени суток, господа 3d-печатники!
Друзья, возможно некоторые будут кидаться помидорами, но я бы хотел написать пост про калибровку экструдера с установленной платой семейства «LERDGE», так как меня часто в личке спрашивают про калибровку экструдера. Если по написанному тексту будет что то непонятно, внизу прилагаю очень короткое видео с пошаговой инструкцией, как это сделать.
Да в сети есть много видеороликов, а также очень много грамотных статей по этому вопросу, однако не все могут найти то что ищут).
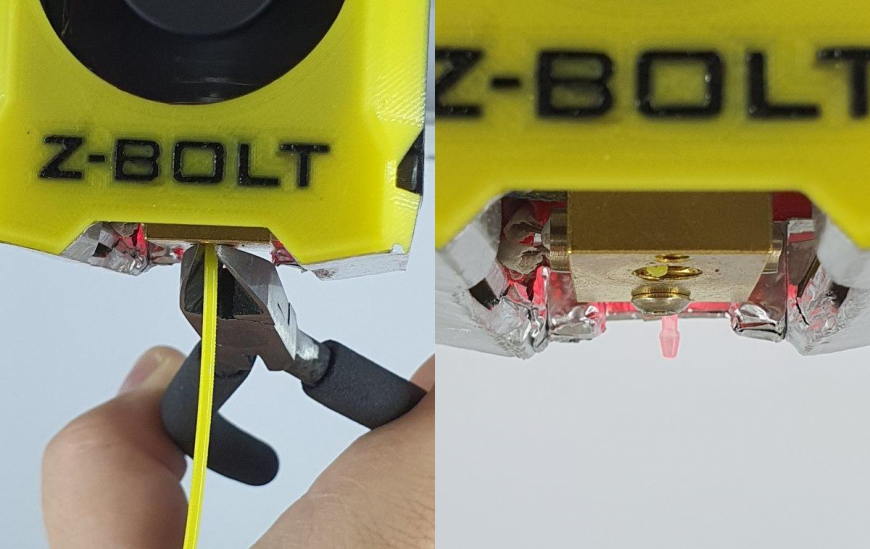
Шаг 3. Снимаем тефлоновую трубку с фитинга на экструдере, и выставляем пруток филамента заподлицо с фитингом. Я обычно срезаю кусачками.
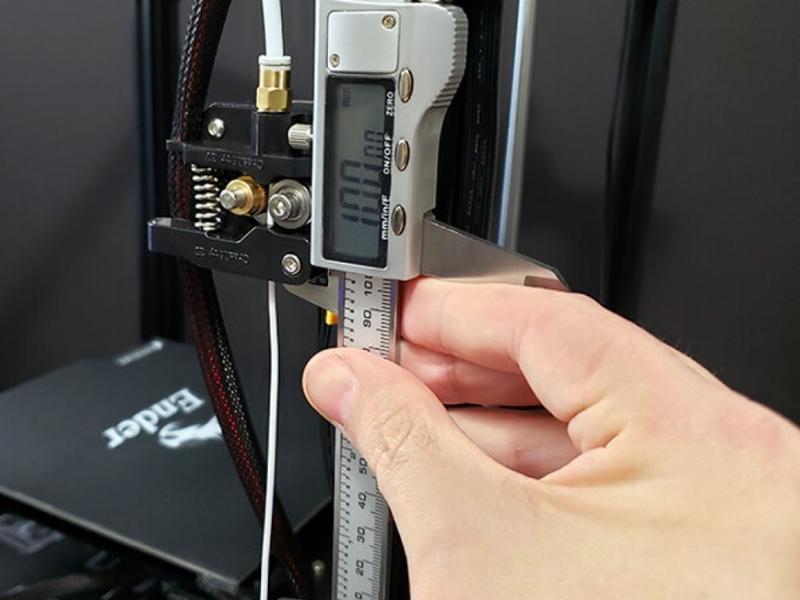
Шаг 4. Заходим во вкладку “Control” и касаемся иконки “change filament”, после чего всплывает окошко с надписями «load» и «unload«. При нажатии на «load» экструдер должен будет подать 100 мм филамента. С помощью линейки или штангенциркуля замеряем и записываем на листочек, насколько мм вышел пруток из экструдера. У меня получилось 85 мм.
Шаг 5. С помощью простой формулы высчитываем новое количество шагов и вычисленное значение прописываем в настройках.
(100*1400) / 85 = 1647, где 1400 это количество шагов выставленных у меня до начала настройки, 85 это фактически выдавленный филамент в мм, 1647 это новое количество шагов, которое мы выставляем в настройках (см. ШАГ 2.)
Шаг 6. После этого при однократном нажатии экструдер должен выдать ровно 100 мм филамента. Если что то получилось не так повторите все шаги начиная с первого заново.
Проблема с экструзией? Вам сюда
Вот вы знаете, что такое настоящий вселенский факап? Недавно я полностью ощутил это на своей шкуре. Надеюсь, текст будет полезен начинающим 3D печатникам, так как проблема не единичная, но найти решение было непросто и даже я, старый атеист, чуть не поверил в чудеса. Простите за изложение, так как я не писатель и не блогер, а простой инженер — фирмварщик.
Кроме того, текст рассчитан на людей, имеющих минимальный опыт с 3D печатью.
Исключительно по причине не раздувать статью и не объяснять назначение разных деталей и сленговых словечек. Начну с предыстории. Чуть меньше года назад купил себе недорогой 3D принтер. Один из самых популярных (не на правах рекламы, а что бы было понятно о чем речь) — Ender 3. Сборка была несложная, в Сети есть много рекомендаций. Конечно, собирая его по инструкции — получил бы нерабочий агрегат, но предварительно «покурив мануалы», удалось выполнить первую пробную печать на 5 с плюсом для такой простой машинки! Все было хорошо до определенного момента. Но дальше началось…

Если интересно что, добро пожаловать.
Принтер нужен был для конкретной задачи — печать нестандартных корпусов для различных мелкосерийных электронных поделок. После того, как наигрался с готовыми моделями и обеспечил дочку различными зверюшками и человечками, освоил «по верхам» FreeCAD и начал делать полезные вещи. Все шло хорошо… По большому счету, печать запускалась «с ноги», ставил и шел спать. Разве что первый слой контролировал. Но появились первые «звоночки».
Где то часть слоя выпадет, где то пластик подгорит. Калибровал стол «по бумажке», грешил на пластик и сопло, менял настройки в слайсере, пластики и сопла — проблемы исчезали. Пока…
В один «прекрасный» момент столкнулся с «неразрешимой» проблемой. Конец марта, плавный перевод на удаленку (я удачно переехал из Подмосковья в Минск 2 годами раньше), решил собрать отдельный компьютер для работы из того, что было. В загашниках лежала неплохая материнская плата, процессор, пару мониторов и 2 корпуса. Один — огромный полноценный ATX, другой — barebone. Решил собрать в маленьком, чтоб места меньше занимал. Корпус нестандартный. С кредлом на 1 CD привод и 3.5 дюймовый винчестер. У меня же нашлось 3x 2.5 SATA SSD небольшого объема, под систему и одного хватит «более чем» и 1x на 1Tb 2.5 HDD.
Вся эта «живность» размещалась в большом корпусе на самодельном переходнике из старых банковских карт. Но, раз уже появился принтер, неплохо бы им воспользоваться. Создал модельку держателя, поставил на печать и пошел заниматься своими делами. Когда посмотрел, как печатает — увидел только лапшу… С этого момента пошел путь ремонта, длинною в 2 месяца. Постараюсь расписать по полочкам, что помогало, а что нет и в чем была первопричина.
Шаг 1. Настройка роликов
В очередной раз настроил стол «по бумажке», запустил — пластик не липнет. Менял настройки, пластики — без результата. Вместо того, чтоб клеиться к столу, загибается на сопло. Когда перепроверял настройки зазора сопла, обнаружил, что разболтались ролики и стол люфтит почти на 5мм по краям. Странно, как он вообще до этого печатал… Казалось, причина найдена. Отрегулировал. Но лучше почти не стало. С горем пополам напечатал деталь, но качество оставляло желать лучшего:
Видны явные пропуски в печати.
А вот и расслоения…
Шаг 2. Песнь о Зе[ль]де
Первое, что пришло в голову — проблема в приводе оси Z. И все советы на форумах по проблеме, похожую на мою, указывали на это. Разобрал, проверил плавность хода. Гайка немного закусывала резьбу и нашел «баг» в паре роликов. При перемещении без винта привода, рельса «X» немного залипала на 1 оборот ролика. Заказал приводную гайку, ролики (запчасти — всегда хорошо, но дело было не в этом). Методом комбинаторики и какой то матери распределил ролики оси по нагрузкам так, чтобы на бракованные приходилось минимальное усилие. «Закусывание» пропало. Очистил и смазал винт привода. Отрегулировал положение его двигателя. В результате — легкого прикосновения пальца хватает, чтобы опустить каретку вниз. Результат — отрицательный.
Шаг 3. Слайсер
По мотивам этой статьи: https://habr.com/ru/post/494058/ сделал для дочки таймер чистки зубов. По нему готовлю отдельное описание. Спойлер: восьминогий контроллер, прошивка — 119 ассемблерных команд.
Шаг 3. Экструдер
Логика подсказывает, раз по геометрии и приводам осей проблем нет, должно быть что то с подачей. Снял шестерню подачи филамента, почистил. Видимого износа не наблюдается. Вернул на место, немного сместив по вылету, для выравнивания износа. Результат — 0. Эх, посмотри я тогда чуть правее, сэкономил бы месяц нервов и 200$.
Шаг 4. Проверка драйверов ШД Шаг 5. Обновление «прошивки»
Нет, я точно уверен, что чудес не бывает. Бывают баги, глюки, фокусы, недостаток информации, субъективное восприятие реальности, в конце концов. Но не чудеса! Но как объяснить, что при исправной механике и электронике печать ведет себя крайне странно? Китайцы сделали закладку в FW чтобы платами дополнительно барыжить? Делается элементарно, но, думаю, уже давно бы обнаружили и торговой марке пришла бы белая пушистая лисица. Баг в прошивке? Все может быть, только как то странно он проявился.
Сбились настройки в EEPROM или «подглючивает» FLASH*? Наиболее вероятно. Ладно, раз плата на столе, ничего не мешает ее перепрошить. Обновился до «ванильного» Марлина 1.1.9, собрал все обратно. Результат — чуда не произошло.
Шаг 6. Промываем «горло»
Подарком «небес» была ссылка на одном из форумов на ролик от производителя. Там они честно признаются, что не все хотэнды одинаково полезны, то есть хорошо собраны.
Тефлоновая трубка не до конца запрессована, срез не ровный. Следствие — образование пробки и экструдер не может нормально продвигать пластик. Вот оно — мой случай!
Ненормальные значения потока и ретракта, все сходится. Несмотря на поздний вечер Субботы и посещение пивного ресторана, решил проверить. Точно. Гуана там немерено, вплоть до остатков пластика, которым печатал месяц назад (тот самый зеленый держатель). Очень вероятно — победа! Прочистил «горло», обрезал трубку ровно, запрессовал до упора, так же зафиксировал второй конец трубки поплотнее, многие используют изоленту, но я намотал немного провода 0.7, что позволяет свободно откручивать держатель:
А вот и «убитый» конец трубки, видно, что обрезан криво:
Модель режется на слои с настройками по умолчанию. Печать… Кайма пошла, контур пошел, соплей при ретракте нет. Ура. Победа. Уже собрался написать статью, чтобы другие не мучились, но… Полное фиаско. Утончение и разрывы пластика, пропуски при печати. Уже готов сдаться. Жена подбадривает, да выкинь ты его, купи новый! Не могу так. Должна же быть причина. Вот только где. Разумных (и цензурных) мыслей уже не было…
Шаг 7. Калибровка подачи
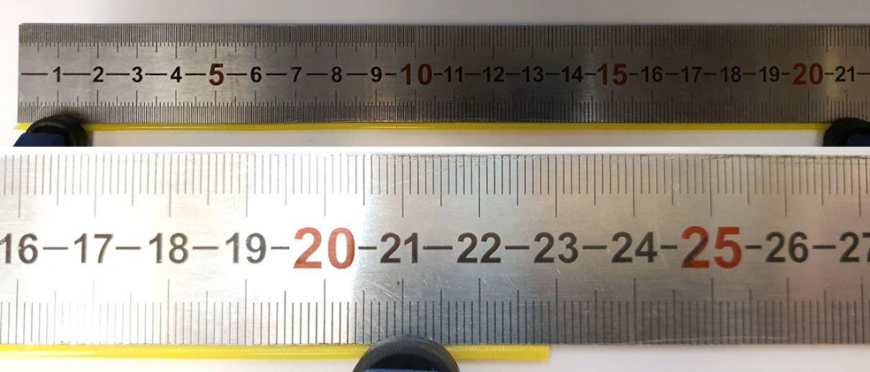
В инструкции по обновлению до «ванильного» Марлина было сказано, что для заводского принтера все настройки — идеальные, но может немного уйти точность подачи пластика. Ладно, будем калибровать. Вытащил пластик, разогрел хотэнд (в прошивке блокировка, на холодный не позволяет перемещать «E»). Открутил трубку от механизма подачи, обрезал пластик заподлицо и выполнил команду экструзии 300мм. Линейка у меня на 350. Экструзия длиться достаточно долго, по завершению измерил длину вышедшего филамента и глазам своим не поверил 226мм. Понимаю разницу в 3-5%, но не в 25%! попробую другой пластик…
Примечание. Видел, как подачу регулируют по нанесенным маркером отметкам на прутке, Но с отрезанием, ИХМО, точнее.
Подготовка к тестовой экструзии:
Измеряем линейкой, в моем случае (после ремонта) получилось 292мм. Далее идем в меню: control / motion / step mm, смотрим, сколько шагов на мм установлено для экструдера. В моем случае — 93. Выполняем простое вычисление:
Изменяем уставку и сохраняем настройку. Повторная экструзия — погрешность на уровне измерения.
Шаг 8. Победа!
Вначале я проверял на PETG, решил поменять на PLA. Первый я немного перегрел при сушке, неадекватный разброс списал на возможное залипание на катушке. Обрезание, экструзия. И ничего. Пластик вообще не подается. Ось привода вращается, медленно, но по винтам видно, что движение есть. Посмотрел, пруток неправильно лег между шестерней и прижимным роликом. Ладно, правлю. Что то ролик немного болтается. Надо подтянуть. А фиг! Вот он виновник всех моих бед:
Рычаг прижимного ролика треснул. При этом сила прижима осталась достаточной для частичного продвижения прутка. Следы от шестерни оставались и прижимной ролик вращался.
Соответственно, все игры с настройкой прижимной пружины оказались безуспешны. Проскоки прутка были незаметны на глаз, а трещину невозможно было увидеть на собранном механизме. Все! Экстаз инженера получен! Рычаг был склеен, заказан алюминиевый механизм, на всякий случай напечатан запасной (если сломается, пока буду ждать новый). Вот ссылка на модель. Конечно, неприятно из за такой мелочи столько времени и денег потратить, но это помогло мне намного более глубоко погрузиться в процессы печати и отлова глюков.
Собственно, первая деталь после ремонта. Прижимной рычаг:
Наконец, мой датчик присутствия обрел «морду». Корпус печатался еще до поломки:
Попытки напечатать «морду» на неисправном принтере (после чистки «горла»):
Надеюсь, данный материал хоть кому то поможет не совершить столько глупых попыток поиска примитивной неисправности и сэкономит деньги. Конечно, я не каждый вечер занимался проблемой, но в общей сложности — сутки, наверное, были потрачены. По деньгам — около 200$ на запчасти. Цена устранения неисправности — 15 минут и пару капель «суперклея». Обидно? Скорее нет, так как опыт и запчасти останутся со мной!
Особо точная калибровка экструдера
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Последовательность действий калибровки экструдера описана уже много раз, правильные и нет.
Этап 1, грубая калибровка
1. Чтобы не тратить нить впустую можно:
— снять хотэнд с экструдера
— отсоединить боуден трубку от хотэнда
3. Используя корпус экструдера в качестве ориентира, сделайте отметку на прутке на расстоянии 120 мм.
4. Дайте принтеру команду выдавить 100 мм нити на небольшой скорости. (G01 F200 E100)
5. Измерьте расстояние от корпуса экструдера до сделанной отметки.
6. По формуле вычисляем новое значение
Установите это значение в EEPROM. Marlin поддерживает M92 E ***
Повторяйте п.3, пока не получите 100 мм.
Не прошивайте пока прошивку!
— Почему? Противодавление от хот-энда изменяет количество выдавливаемого пластика.
Прикрепите хот-энд, или вставьте трубку.
Этап 2, точная настройка подачи пластика.
1. Найдите объект с плоскими вершинами на нескольких уровнях, например этот тест (для удобства, отмасштабируйте в слайсере этот объект на 250% по XY, и 50% по Z)
3. Печатайте (Печать удобнее производить через программу Repetier-Host, потому, что нужно будет прямо на ходу изменять кол-во шагов на мм.)
4. Не обращайте внимания на первые 5-6 слоев, потому что они слишком чувствительны к точной высоте первого слоя. Если явно переполнение или недостаточное заполнение, измените шаги E или точку Z = 0 и перезапустите печать
5. Наблюдайте за печатью заполнения. Если вы не видите крошечные промежутки между линиями, уменьшайте шаги E на 0,5% пока не увидите их
6. Посмотрите на твердые верхние слои крышки. Если видите крошечные промежутки, нужно увеличивать Е шаги на 0,5%, пока они не исчезнут
9. Вот теперь значение шагов экструдера очень точно настроено. Сохраните это значение в конфигурации вашей прошивки и прошейте, чтобы сделать постоянным.

Мои цифры шагов оказались весьма разными:
Эти значения целесообразно прописать в стартовом коде слайсера, и менять вместе с типом пластика.
Наверняка есть и более простые способы калибровки, например по измерению толщины стенки. Думаю подобный местод является не самым точным.
На описанную выше калибровку потребуется израсходовать около 2х метров прутка. На каждый пластик отдельная калибровка.
. А я ведь до сих пор никогда подобной калибровки не делал. Считал, что достаточно провести калибровку по протяжке 100мм прутка. И всегда удивлялся, почему у меня верхние слои крышки с бороздами, словно переэкструзия. И никак не мог понять, почему толщина стенок вазы 0.5-0.55мм, вместо установленной 0.4мм.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Калибровка шагов экструдера Marlin или если у вас проблемы с подачей пластика
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Для качественной печати крайне необходимо что бы экструдер продавливал именно то количество пластика которое подразумевается в нашем GCode, так как экструдер это по сути шаговый двигатель снабженный набором шестерней то в зависимости от их размера (и некоторых других параметров) количество пластика продавливаемое за один шаг мотора будет разным при разных конфигурациях. Нам необходимо узнать количество шагов необходимое для проталкивания одного миллиметра прутка филамента. Данная инструкция была написана мною с упором на bowden экструдер и измерения мы будем проводить от хитблока, во многих других инструкциях вы можете увидеть что пруток принято измерять до экструдера, но по моему субъективному мнению мой метод является более удобным и более точным так как вы измеряете отрез пластика, а не расстояние до метки (при другом методе на прутке обычно ставиться метка маркером и относительно нее и измеряют расстояние) хотя нам и потребуется испортить некоторое количество филамента для проведения данного теста мне кажется что его объемы столь незначительны что ими можно пренебречь.
M109 S240 //Греем сопло до 240 градусов (замените значение на нужное вам)
G91 //Переходим в относительную систему координат
G1 E-100 F1000 //Отводим пруток на 100 мм от сопла
M109 S0 //Отключаем нагрев экструдера (ДОЖДАТЬСЯ ОХЛАЖДЕНИЯ)
M302 P1 //Отключаем проверку минимальной температуры экструдера
G91 //Переходим в относительную систему координат
G1 E150 F1000 //Выдавливаем 150 мм пластика что бы пруток торчал из сопла
Прямыми кусачками подрезаем пластик так что бы ничего не выходило из сопла, теперь конец хитблока это наша точка отсчета.
G91 //Переходим в относительную систему координат
G1 E200 F100 //Даем команду экструдеру выдавить 200мм пластика на медленной скорости
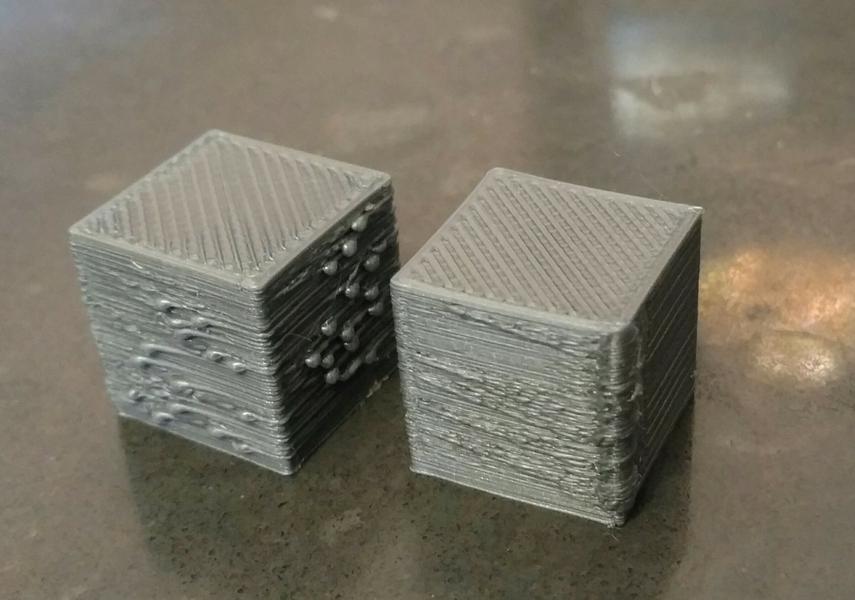
В результате простого теста явно видна переэкструзия пластика.
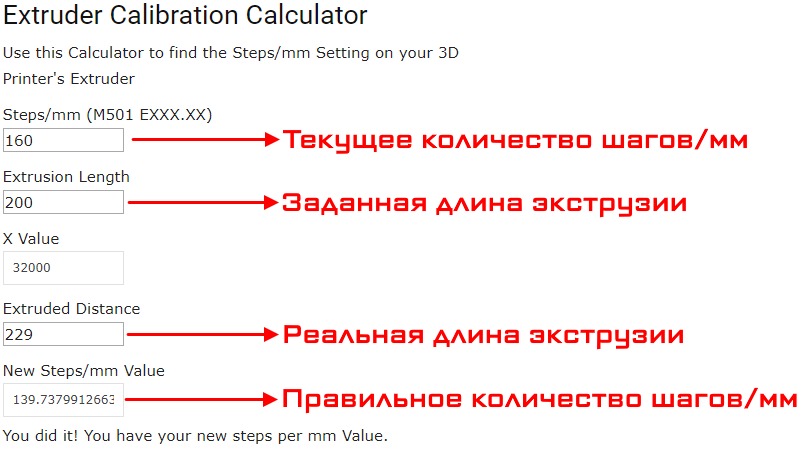
Для того что бы узнать текущее количество шагов (заданное в прошивке) используйте команду :
M501 // Вывести информацию о принтере
*найти в выдаче строку:
echo: Steps per unit:
echo: M92 X80.00 Y80.00 Z1600.00 E160.00
Так как все переменные нам известны давайте посчитаем необходимое количество шагов в нашем случае:

Сохранение шагов в EEPRom
M92 E140 // Установить 140 шагов/мм для экструдера, заменить на нужное вам значение
M500 // Сохранение данных в EEPRom
Сохранение шагов в прошивку (предпочтительнее):
* Данная строка в прошивке устанавливает количество шагов по XYZ и E нам необходимо заменить последнее значение после чего прошить принтер новой прошивкой.
Данный гайд так же опубликован на канале @LiS92Live в telegram в виде PDF документа с нормальным форматированием текста.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Зачем нужна калибровка экструдера 3D-принтера и как ее грамотно выполнить?
При создании объемной модели на 3D-принтере можно столкнуться с низким качеством печати. Изменение параметров слайсера не дает результатов, и распечатанная деталь получается бесформенная, видны расслаивающиеся структуры, провалы слоев и прочие подобные дефекты. Это означает, что пришла пора откалибровать экструдер.
Калибровка экструдера 3D-принтера
Калибровка экструдера — это изменение настроек принтера, направленное на запись новых параметров скорости протяжки прутка филамента и изменение температурного режима хотенда. Принтер калибруют, если многочисленные пробы перенастройки слайсера не привели к улучшению качества печати.
Если отказаться от процедуры калибровки, добиться точности воспроизведения пространственного объекта из цифровой модели будет невозможно. Это связано с тем, что диапазон настроек слайсера не предусматривает полного устранения нарушений, возникающих в управляющих командах прошивки печатающего устройства.
Внимание! Прежде чем приступать к калибровке, следует проверить настройки слайсера, а именно тип филамента и диаметр прутка, а также чистоту сопла. Неверная конфигурация может оказаться причиной плохого качества печати.
Признаки того, что надо откалибровать экструдер
При осмотре распечатанных моделей могут наблюдаться дефекты:
Чтобы получить более или менее приемлемое качество печати, приходится в настройках изменять коэффициент подачи филамента, он же «поток», или flow rate. Значительные сдвиги в одну или другую сторону сигнализируют о неверной калибровке.

Настройка экструдера 3D-принтера: пошаговая инструкция
Процесс калибровки экструдера не так прост: нужно разбираться в G-коде, уметь работать с разделами слайсера, открывающими доступ к программной настройке прошивки, знать порядок действий для измерения параметров и внесения новых значений в память принтера.
Инструменты
Для измерений нужно подготовить:
Между принтером и ПК устанавливают соединение, вставив в порт USB идущий в комплекте к печатающему устройству кабель.
Калибровка экструдера
Перед тем как пытаться менять программные коды, необходимо проверить работу механических компонентов. Неполадки в узле подачи филамента могут стать причиной проявления дефектов печати. В первую очередь производится регулировка прижимного ролика (если это допускается конструкцией принтера). Если прижимной механизм работает корректно, износ шестерен протяжки прутка отсутствует, нужно переходить к следующему этапу калибровки — настройке количества филамента, которое подает шаговый двигатель.

Для этого снимают направляющую трубку и отрезают торчащий из нее кончик проволоки.
Внимание! В принтере стоит защита, предотвращающая включение шагового двигателя, если хотенд холодный. Нужно или отключить защиту командой M302 P1, или нагреть экструдер до рабочей температуры, отправив G-код M109 S225.
Далее выполняют следующие шаги:
Если полученное значение меньше или больше 100 мм, требуется скорректировать настройки шагового двигателя. Для этого нужно найти значение, установленное в прошивке принтера, запустив команду M502. Например, в программе записано число 95,5.
Теперь следует вычислить новое значение по формуле Y × L / l, где
95,5 × 100 / 98 = 97,4 (округлить до десятых).
Это и будет новое значение Estepps/mm.
Для записи корректировки нужно найти в меню параметр Estepps/mm и ввести полученное значение. Для сохранения в памяти принтера следует запустить команду M500.
Калибровка окончена. Для проверки повторяем контрольную подачу филамента.
Калибровка температуры
Температура термистора калибруется следующей командой: M303 E0 S235 C8 U, где:
После окончания калибровки обязательно дать команду M500, обеспечивающую сохранение калибровок в памяти принтера.
Этот файл нужно будет запустить на 3D-принтере.
Справка. Первая команда включит вентилятор на 50 %, что увеличит точность калибровки, а последняя заставит принтер подать звуковой сигнал об окончании калибровки.
Калибровка подачи филамента
Настройку подачи пластика начинают с печати тестового кубика. В слайсере выставляют настройки:
В чекбоксах таких параметров, как «Чередующаяся стенка» и «Режим вазы», галочки снимают.
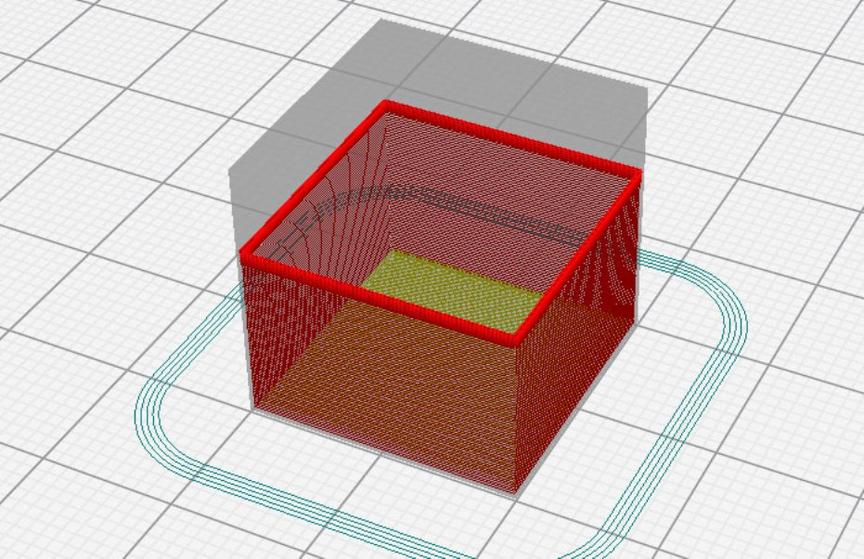
Нужно найти среднее значение толщины стенки. Для этого штангенциркулем каждую из стенок измеряют минимум в трех местах. Полученные значения складывают и делят на число замеров. К примеру, результат равняется 0,45. Подставляем в формулу величины потока 100 % × p / k, где:
Полученное значение округляют до десятых и вносят в настройки программы.
Корректность настроек проверяют, распечатывая еще один тестовый кубик и произведя замеры. Итоговый результат должен равняться числу p.
Ошибки и способы их избежать
Калибровка экструдера даст возможность добиться высокого качества 3D-печати. Не стоит пренебрегать этим этапом настройки принтера. Педантичное следование алгоритму настройки и тщательное измерение необходимых для калибровки показателей обусловят максимально точный результат.



