Особенности монтажа металлических конструкций: что нужно знать об этом?
 Под монтажом металлических конструкций подразумевают тяжелый производственный процесс, который включает в себя работы по сборке и установке оборудования, конкретных конструкций или целостного сооружения (оно может быть изготовлено как целиком, так и по частям).
Под монтажом металлических конструкций подразумевают тяжелый производственный процесс, который включает в себя работы по сборке и установке оборудования, конкретных конструкций или целостного сооружения (оно может быть изготовлено как целиком, так и по частям). 
Монтаж
Металлическими могут быть покрытие одноэтажного промышленного здания, каркасы зданий промышленного назначения тяжелого типа, каркасы гражданских высоток, газгольдеры, трубы, технологические конструкции различного типа, а также высокие опоры. Если ассортимент металлических покрытий, таких как мембраны, напряженные стальные фермы, железобетонные покрытия будет дополняться новыми элементами, то прогресс очевиден – мир ждет расширение области применения металлических конструкций.
Правильная организация монтажных работ гарантирует высокое их качество, в процессе занятия используются специальные мобильные грузоподъемные механизмы, кроме того, монтируемые элементы укрупняются в крупные блоки. Чтобы здание на основе металлического каркаса (может быть ангаром из металлоконструкций или модульным зданием) соответствовало самым высоким стандартам качества и безопасности, следует заказывать изготовление металлических конструкций у профессиональных мастеров, что имеют соответствующую квалификацию и большой стаж работы (в таких вопросах ни в коем случае нельзя быть наивным, чтобы не попасть «на крючок» строителей-разгильдяев).
Что включают в себя подготовительные работы по монтажу металлоконструкций?
С целью организации безопасных монтажных работ без риска быть травмированным к месту монтажа проводят электроснабжение, необходимое для бесперебойной работы сварочных аппаратов и монтажного крана, кроме того, осуществляют установку путей под краны, недалеко от монтажной площадки возводят помещения бытового назначения, передвижные инструментальные склады. 
Строительство
Во время монтажа технологических металлических конструкций выполняют операции на большой высоте от земли, рабочего настила или любого другого перекрытия. Если работник ведет монтажные работы с конструкций на высоте более 5 метров от земли, то такие работы именуются верхолазными, на высоте организуют подмости (перила должны быть высотой 1000 мм), люльки, возможно устройство временных площадок.
Подмости, соответствующие всем необходимым конструктивным требованиям, закрепляют в то место, где стропильные и подстропильные фермы, подкрановые балки и прочие детали примыкают к колоннам, крепление подмостей (могут быть с деревянным либо металлическим настилом) осуществляют непосредственно перед установкой колонны, снимают их с применением монтажного крана.
Эффективность монтажа конкретных конструкций (галереи, эстакады, резервуаров) с экономической точки зрения во многом зависит от правильности выбора монтажных механизмов – шевр, порталов, монтажных мачт, разнообразных подъемников и кранов (при их выборе учитывают объем и вес конструкций, которые предполагается монтировать).
Следующий шаг – строповка, которая представлена мероприятием по подъему металлических конструкций и установке их в проектное положение, далее производится крепление поднимаемых деталей к крючку грузоподъемного механизма, все работы производит специально выбранный человек – стропальщик.
Наземную часть металлической конструкции возводят только после приемки фундамента, точность установки конкретных конструкций наземной части обусловлена степенью правильности устройства фундамента, далее рабочие осуществляют подливку.
В некоторых случаях на фундаменте вне поверхности опоры металлической колонны красуются направляющие из швеллеров (на них и заливают бетон, сглаживая его при помощи рейки), при этом верхнюю поверхность выверяют нивелиром, во время устройства фундамента также в жесткие кондукторы заделывают анкерные болты.
Самая опасная операция – это подъем металлоконструкций при помощи грузоподъемного крана, бригадир должен управлять процессом – подавать команды.
Обратите внимание! Во избежание травм и непредвиденных ситуаций рабочие монтажники ни в коем случае не должны мельтешить под поднимаемым грузом.
Монтаж элементов металлоконструкций
От промышленных зданий требуется высокая прочность и надежность при минимальных затратах на строительство как времени, так и средств. Наибольшую эффективность показывают здания со стальной несущей конструкцией. Качество постройки во многом зависит от того, насколько правильно выполнен монтаж металлоконструкций. Интерес представляет монтаж колонн, подкрановых балок ферм, фахверка и настила.

монтаж металлоконструкций при возведении промышленных (складских) помещений
Монтаж колонн
Большинство металлических колонн размещается на сплошном фундаменте из бетона. Кода они готовятся к монтажу, на них наносят отметки, обозначающие продольную ось и верх фундамента. При установке колонны удерживают одним из таких способов:
Для удержания колонн с широкими башмаками и высотой до 10 м достаточно использовать одни только анкерные болты. Колонны с большей высотой и узкими башмаками необходимо также поддерживать расчалками в той плоскости, где жесткость конструкции минимальна.
Когда выполняется монтаж колонн, размещаемых на фундаменте, то в ходе процесса их крепят анкерными болтами. Любые металлические прокладки, подкладываемые под основание, обязательно привариваются. В свою очередь, колонны, на верхних ярусах также скрепляются болтами или сваркой. На это соединение приходится высокая нагрузка, поэтому его прочность тщательно просчитывается при проектировании.

крепление металлических колонн при помощи анкерных болтов
Монтаж элементов металлических конструкций с помощью выверки достаточно трудоемкий и длительный по времени. Поэтому в последнее время все больше используется способ монтажа, который не требует выверки. Такой метод позволяет, как улучшить качество конструкции, так и сократить сроки, требуемые для возведения здания.
Безвыверочный монтаж требует подготовки металлоконструкции в процессе изготовки и непосредственно на стройплощадке. Чтобы увеличить точность конструкции, используются следующие технологические приемы:
Когда монтаж производится без выверки, то колонны опирают на стальные плиты. В таком варианте фундамент изначально бетонируется ниже проектного значения на 50-60 мм, а после установки плиты его заливают цементным раствором.
Опорная плита размещается при помощи регулировочных болтов на опорных планках, которые бетонируются полностью в фундамент заподлицо, по аналогии с закладными деталями. Опорная поверхность плиты выставляется гайками таким образом, чтобы разница фактической отметки от проектного положения составляла не более 1,5 мм.
Когда ведется установка колонны, то осевые риски, нанесенные на ветвях, совмещаются с рисками на опорных плитах. Это обеспечивает достаточную точность размещения, после чего колонну крепят анкерными болтами. В этом случае не требуется дополнительно выверять колонну по высоте или осям. После того, как установлены расчалки, на колонны можно монтировать подкрановые балки. Когда подкрановые балки совмещены по осевым рискам с колоннами, их не требуется дополнительно выверять. После закрепления балок с колонн снимаются расчалки.
Монтаж подкрановых балок
Данные балки устанавливаются после монтажа пары колонн. Во время подъема балка удерживается при помощи двух оттяжек. Для приема её на высоте монтажники располагаются на подмостках, площадках и монтажных лестницах. Задача рабочих – удержать балку от касания с установленными ранее элементами конструкции и придать ей нужное положение. Для контроля над спуском балки имеются риски на консоли. Для устранения вертикального отклонения используются стальные подкладки, размещаемые под балкой. Для временного крепления балки используются анкерные болты.

монтаж подкрановых балок
Если производится монтаж подкрановых балок на колонны с фрезерованными подошвами, фундамент которых забетонирован до проектного значения, или колонны на строганных металлических плитах, то достаточно выверить положение балок по главной оси.
Монтаж ферм
Перед установкой ферму необходимо подготовить – собрать, обустроить лестницами и расчалками. Её разворот поперёк пролета выполняется за счет расчалок. Для временного крепления также используются расчалки, а еще распорки, оттяжки и кондуктора. Ферма выверяется по осевым рискам, которые находятся на торцах.
Для подъема ферм используют траверсы одного или двух кранов, это зависит от массы и размеров поднимаемой конструкции. Их строповка производится исключительно в узлах верхнего пояса, иначе в стержнях могут возникнуть значительные изгибающие усилия. Обычно строповка выполняется в 4 точках при помощи траверс, снабженными полуавтоматическими захватами с дистанционным управлением. Если в процессе монтажа элементы конструкции испытывают значительные нагрузки, то их усиливают стальными трубами или пластинами из дерева.
Первая ферма, поднимаемая краном, разворачивается оттяжками в требуемое положение так, чтобы до верха колонн оставалось 0,5-0,7 м. Ферму опускают на монтажные столики, находящиеся на колоннах. Временное крепление производится болтами, после чего её положение выверяется и конструкция крепится окончательно. Для защиты от раскачивания ферма во время подъема удерживается 4мя гибкими оттяжками.
Последующая работа по монтажу металлоконструкций этого типа проводится аналогично. Вторую установленную ферму соединяют с первой с использованием прогонов, распорок и связей. Там образуется жесткая пространственная конструкция. Фермы соседних рядов соединяются болтами для повышения жесткости.
Монтаж настила
Промышленные здания со стальным или железобетонным каркасом зачастую обшиваются стальным профилированным настилом. Это способствует уменьшению массы строения. Высокую эффективность показывают профилированные панели, снабженные утеплителем. Они позволяют значительно экономить тепло, что достаточно важно в климатических условиях нашей страны.
Для настила используют листы из нержавеющей стали, которая дополнительно покрыта антикоррозионным составом. Применяют листы длиной 3-12 м, шириной 0,86-0,85 м и толщиной 0,8-1 мм. Длина листов обычно кратна 3 м и выбирается при проектировании в зависимости от расположения прогонов ферм. Стандартная высота продольных гофр – 60-80 мм.
Перед установкой листы соединяются в карты, так как монтировать листы отдельно весьма трудоемко, учитывая то, что все работы необходимо вести на высоте. Сборка выполняется на горизонтальных стендах, на которых имеются уголки по размерам карт. Соединение листов выполняется при помощи заклепок или точечной сваркой. Если используются заклепки, то отверстия в разложенных листах просверливаются вручную. Расстояние между отверстиями прописывается в проекте и обычно составляет 50-60 мм. В полученные отверстия помещаются заклепки, после обработки которых получается единая карта требуемого размера.
Строповка выполняется согласно схеме, в зависимости от размеров карты. Настил укладывается на прогоны или блоки перекрытия. Прогоны размещаются на узлах ферм, а, если фермы создаются из прямоугольных профилей замкнутого строения, то прямо на верхние пояса ферм. Размещение карт из профилированных листов выполняется с использованием рисок, отмечающих место укладки.
Для крепления к прогонам требуется оборудование для монтажа металлоконструкций, которое позволяет быстро соединить их с листами при помощи дюбелей или электрозаклепок. Наиболее распространено крепление гайковертом, который затягивается винты диаметром 6 мм с пластмассовыми или стальными шайбами под головкой.
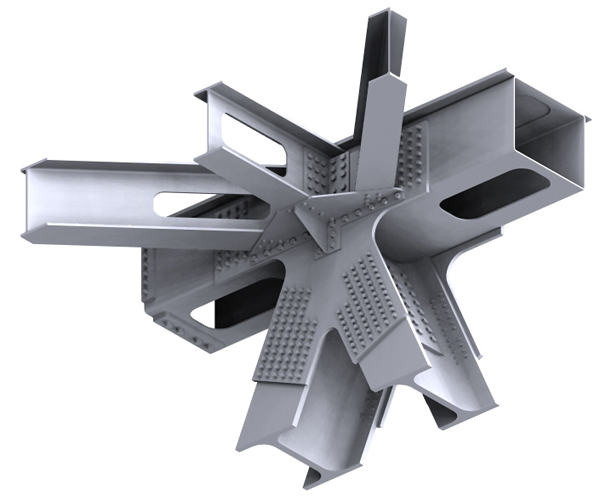
Соединение металлоконструкций сваркой
Большая часть монтажных соединений выполняется при помощи сварки, меньшая – болтами, еще реже используются заклепки. Это оказывает виляние на стоимость монтажа металлоконструкций – сварные соединения наиболее дешевые. Соединение заклепками наиболее трудоемкое, однако, в некоторых случаях необходимо использовать только его. Примером может быть здание кузнечнопрессового цеха, для создания несущей металлоконструкции которого нельзя применять болты или сварку – от постоянной вибрации, создаваемой кузнечным оборудованием, эти соединения неизбежно разрушатся.
Сварку используют, когда требуется жесткое соединение конструкций, с плотным прилеганием элементом и водо- и газонепроницаемым швом. Только таким способом соединяют листовые конструкции в кожухах доменных и термических печей, резервуарах, пылеуловителях и газгольдерах. Среди опорных конструкций сварное соединение используют для стыков колонн с подкрановыми балками и стропильными фермами. Элементы стальных конструкций можно сваривать с элементами железобетонных. В таких случаях профили привариваются к закладным деталям.
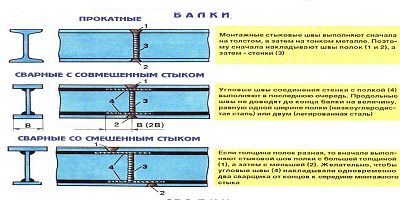
Для получения качественного шва свариваемые детали плотно прижимаются друг к другу. В основном для этого используются грубые монтажные болты. В некоторых случаях для создания соединения используются дополнительные металлические стыковочные накладки.
Колонны, высота которых превышает 18 м, для транспортировки разделяются на отправочные элементы, размеры которых зависят от средств, используемых для транспортировки. Для монтажа части колонн собираются в единое целое. Стыки колонн при возведении одноэтажных зданий промышленного назначения обычно выполняются в части над краном, выше подкрановых балок. Торцы основной и надкрановой частей колонн, обработанные фрезерованием, стыкуются и свариваются по контуру стыка. Чтобы повысить жесткость соединения, используют стыковые листовые накладки.

Для монтажа подкрановых балок их опирают на соответствующие плиты колонн и соединяют сначала болтами, а затем заваривают. Дополнительные крепление балки производится к надкрановой части колонны при помощи тормозных конструкций. Они также первоначально присоединяются болтами и привариваются протяженным швом. Соединение ферм с колоннами выполняется аналогично.
Когда выполняется монтаж зданий из металлоконструкций, то большую важность имеет качество выполняемых сварных швов. Они проверяются внешним осмотром, которым можно определить отклонения от геометрических размеров, порезы, непровар или крупные поры. Поверхность шва должна быть гладкая или в мелких чешуйках, а наплавленный материал – одинаковую плотность. Допустимые размеры отклонений и дефектов указаны в нормативных документах.
Соединение металлоконструкций болтами
Болтовые соединения могут выполняться болтами различной точности в зависимости от назначения соединений и воспринимаемых им нагрузок. В основном используются крепежные изделия нормальной и повышенной точности. Для соединений, которые подвергаются нагрузке на срез, запрещено использовать болты нормальной и грубой точности.
Отверстия под болты высверливают или продавливают таким образом, чтобы диаметр отверстия превышал внешний диаметр болта на 2-3 мм. Это упрощает сборку, однако делает их менее стойкими к деформациям. По этой причине болты, относящиеся к грубым и нормальным по классу точности, используются только тогда, когда один элемент непосредственно опирается на другой. Примеры – соединения на опорных столиках, планках и фланцах.
Соединения, в которых используются болты повышенной точности, являются альтернативой заклепочным соединениям в труднодоступных местах. Для таких соединений диаметр отверстий выполняется больше диаметра болта на величину до 0,3 мм. При соблюдении этого требования болты сидят в отверстиях весьма плотно и хорошо выдерживают сдвигающую нагрузку.
Высокопрочные болты являются наиболее эффективными крепежными элементами. В них сочетается высокая несущая способность со значительной устойчивостью к деформациям. Такие болты могут использовать вместо заклепок практически во всех соединениях. Затяжка гаек для таких болтов производится ключами с храповым механизмом, что позволяет контролировать усилие затяжки.
Монтаж элементов металлических конструкций — важные особенности
Сейчас в строительной отрасли огромное внимание уделяется таким важным показателям, как надежность и безопасность строений. Это касается и зданий, и сооружений, основным стройматериалом которых выступают металлоконструкции. Любой объект обслуживает человеком, дороже человеческой жизни нет ничего. Качество возведенной постройки напрямую зависит от того, насколько правильно, грамотно и с соблюдением всех существующих норм произведен монтаж элементов металлических конструкций. К данному процессу стоит подходить особенно внимательно, строго соблюдая технологию производства подобных работ, а также требования всех нормативных документов.
Монтаж металлических колонн
Колонны — основа каркаса будущего здания. Именно на них возлагается несущая способность. Как правило, колонны крепятся к сплошному бетонному фундаменту. Наиболее часто используются следующие способы их крепления:
Используемые прокладки при устройстве колонн в обязательном порядке привариваются к основанию. На верхних ярусах для монтажа элементов металлических конструкций (в частности, колонн) используются сварка или специальные крепежные системы, а также болтовое соединение.
Монтаж подкрановых балок
Подъем балок на необходимую высоту для обеспечения их соединения с другими элементами осуществляется при помощи двух оттяжек. Важной задачей выступает определение точного положения данных конструктивных элементов. Для фиксации балок на непродолжительное время возможно применение анкерных болтов.
Монтаж кровельных ферм
Сложный и высокотехнологичный монтаж элементов металлических конструкций в виде ферм осуществляется путем поднятия их на высоту, который производится при помощи одного или двух кранов. Специалисты рекомендуют осуществлять захват изделий стропами в четырех местах и исключительно на верхних балках. Фермы поднимаются по порядку. Каждый последующий установленный элемент соединяют с предыдущим.
Монтаж настила
Большинство зданий, каркасом которых служат металлоконструкции, обшивают металлическим профнастилом. В зависимости от типа строительства (теплое или холодное здание) выбирают и необходимые панели: с утеплителем или без. Однако большинство строений обшиваются настилом с утеплителем.
Каждый этап и каждую операцию должны выполнять исключительно высокопрофессиональные специалисты, обладающие необходимым уровнем компетентности в данном вопросе.
Виды соединения металлоконструкций
Монтаж элементов металлических конструкций выполняется следующими основными традиционными способами: при помощи сварки или болтов. Применим также комбинированный способ. В настоящее время существует множество вариантов сварочных работ. От традиционных газовой и электродуговой до лазерной и плазменной. Понятно, что последние, более современные технологии, обеспечивают практически идеальное соединение узловых элементов. Однако и стоимость их значительно выше обычных способов.
Защита соединений — гарант надежности конструкции
Однако использование современных технологий сварки или высокопрочных болтов недостаточно для гарантии полной надежности каркаса. Специалисты рекомендуют после производства монтажных работ осуществлять обработку соединений и швов для защиты от коррозии и других вредных воздействий окружающей среды.
Технологическая карта на монтаж металлоконструкций
Технологическая карта
Монтаж металлоконструкций
Разнообразные статьи на тему ремонта на сайте https://stroyaktiv44.ru/
1. Общие требования
Технологическая карта разработана на выполнение комплекса работ по монтажу металлоконструкций (лестниц, площадок обслуживания задвижек) при строительстве объекта
Технологическая карта разработана в соответствии с требованиями следующей нормативно-технической документации:
2. Порядок производства работ
Подготовка конструкций к монтажу
Конструкции, поставляемые на монтаж, должны соответствовать соответствующим стандартам, техническим условиям и рабочим чертежам проекта.
Деформированные конструкции следует выправить. Правка может быть выполнена без нагрева поврежденного элемента (холодная правка), либо с предварительным нагревом (правка в горячем состоянии) термическим или термомеханическим методом. Холодная правка допускается только для плавно деформированных элементов.
Холодную правку конструкций следует производить способами, исключающими образование вмятин, выбоин и других повреждений на поверхности проката.
При производстве монтажных работ запрещаются ударные воздействия на сварные конструкции из сталей:
– с пределом текучести 390 МПа (40 кгс/мм2) и менее — при температуре ниже минус 25°С;
– с пределом текучести свыше 390 МПа (40 кгс/мм2) —при температуре ниже 0 °С.
Укрупнительная сборка
| Интервалы номинальных размеров, мм | Предельные отклонения, ± мм | Контроль (метод, объем, вид регистрации) | |
| Линейных размеров | Равенства диагоналей | ||
| От 2500 до 4000 30 | Измерительный, каждый конструктивный элемент и блок, журнал работ | ||
Установка, выверка и закрепление
Проектное закрепление конструкций (отдельных элементов и блоков), установленных в проектное положение, с монтажными соединениями на болтах следует выполнять сразу после инструментальной проверки точности положения и выверки конструкций. Число болтов и пробок для временного крепления конструкций надлежит определять расчетом; во всех случаях болтами должна быть заполнена 1/3 и пробками 1/10 всех отверстий, но не менее двух.
Конструкции с монтажными сварными соединениями надлежит закреплять в два этапа — сначала временно, затем по проекту.
Монтажные соединения на высокопрочных болтах с контролируемым натяжением
К выполнению соединений на болтах с контролируемым натяжением могут быть допущены рабочие, прошедшие специальное обучение, подтвержденное соответствующим удостоверением.
С поверхностей, подлежащих, а также не подлежащих обработке стальными щетками, необходимо предварительно удалить масляные загрязнения.
Состояние поверхностей после обработки и перед сборкой следует контролировать и фиксировать в журнале монтажа.
До сборки соединений обработанные поверхности необходимо предохранять от попадания на них грязи, масла, краски и образования льда. При несоблюдении этого требования или начале сборки соединения по прошествии более 3 суток после подготовки поверхностей их обработку следует повторить.
Перепад поверхностей (депланация) стыкуемых деталей свыше 0,5 и до 3 мм должен быть ликвидирован механической обработкой путем образования плавного скоса с уклоном не круче 1:10.
При перепаде свыше 3 мм необходимо устанавливать прокладки требуемой толщины, обработанные тем же способом, что и детали соединения. Применение прокладок подлежит согласованию с организацией — разработчиком проекта.
Отверстия в деталях при сборке должны быть совмещены и зафиксированы от смещения пробками. Число пробок определяют расчетом на действие монтажных нагрузок, но их должно быть не менее 10 % при числе отверстий 20 и более и не менее двух — при меньшем числе отверстий.
В собранном пакете, зафиксированном пробками, допускается чернота (несовпадение отверстий), не препятствующая свободной без перекоса постановке болтов. Калибр диаметром на 0,5 мм больше номинального диаметра болта должен пройти в 100 % отверстий каждого соединения.
Допускается прочистка отверстий плотно стянутых пакетов сверлом, диаметр которого равен номинальному диаметру отверстия, при условии, что чернота не превышает разницы номинальных диаметров отверстия и болта.
Применение воды, эмульсий и масла при прочистке отверстий запрещается.
Запрещается применение болтов, не имеющих на головке заводской маркировки временного сопротивления, клейма предприятия-изготовителя, условного обозначения номера плавки, а на болтах климатического исполнения ХЛ (по ГОСТ 15150—69) — также и букв „ХЛ”.
Перед установкой болты, гайки и шайбы должны быть подготовлены.
Заданное проектом натяжение болтов следует обеспечивать затяжкой гайки или вращением головки болта до расчетного момента закручивания, либо поворотом гайки на определенный угол, либо другим способом, гарантирующим получение заданного усилия натяжения. Порядок натяжения должен исключать образование неплотностей в стягиваемых пакетах.
Динамометрические ключи для натяжения и контроля натяжения высокопрочных болтов необходимо тарировать не реже одного раза в смену при отсутствии механических повреждений, а также после каждой замены контрольного прибора или ремонта ключа.
Натяжение болтов по углу поворота гайки следует производить в следующем порядке:
Указанный метод применим для болтов диаметром 24 мм при толщине пакета до 140 мм и числе деталей в пакете до 7.
Под головку высокопрочного болта и высокопрочную гайку должны быть установлены по одной шайбе по ГОСТ 22355—77. Допускается при разности диаметров отверстия и болта не более 4 мм установка одной шайбы только под элемент (гайку или головку болта), вращение которого обеспечивает натяжение болта.
Гайки, затянутые до расчетного крутящего момента или поворотом на определенный угол, дополнительно ничем закреплять не следует.
После натяжения всех болтов в соединении старший рабочий-сборщик (бригадир) обязан в предусмотренном месте поставить клеймо (присвоенный ему номер или знак).
Натяжение болтов следует контролировать: при числе болтов в соединении до 4 — все болты, от 5 до 9 — не менее трех болтов, 10 и более —10% болтов, но не менее трех в каждом соединении.
При обнаружении хотя бы одного болта, не удовлетворяющего этим требованиям, контролю подлежит удвоенное число болтов. В случае обнаружения при повторной проверке одного болта с меньшим значением крутящего момента или с меньшим углом поворота гайки должны быть проконтролированы все болты с доведением момента закручивания или угла поворота гайки каждого до требуемой величины.
Щуп толщиной 0,3 мм не должен входить в зазоры между деталями соединения.
После контроля натяжения и приемки соединения все наружные поверхности стыков, включая головки болтов, гайки и выступающие из них части резьбы болтов должны быть очищены, огрунтованы, окрашены, а щели в местах перепада толщин и зазоры в стыках зашпатлеваны.
Все работы по натяжению и контролю натяжения следует регистрировать в журнале выполнения соединений на болтах с контролируемым натяжением.
Болты в фланцевых соединениях должны быть натянуты н а усилия, указанные в рабочих чертежах, вращением гайки до расчетного момента закручивания. Контролю натяжения подлежат 100 % болтов.
Зазор между соприкасаемыми плоскостями фланцев в местах расположения болтов не допускается. Щуп толщиной 0,1 мм не должен проникать в зону радиусом 40 мм от оси болта.
Монтажные сварные соединения
При производстве сварочных работ необходимо соблюдать требования СП70.13330.2012 «Несущие и ограждающие конструкции», РД 09-364-00 «Типовая инструкция по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах», ППБ 01-03 «Правила пожарной безопасности в Российской Федерации».
Свариваемые поверхности конструкции и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С —оборудовать тепляк.
Колебания напряжения питающей сети электрического тока, к которой подключено сварочное оборудование, не должны превышать ±5 % номинального значения.
Оборудование для автоматизированной и ручной многопостовой сварки следует питать от отдельного источника питания.
При монтаже стальных конструкций необходимо применять сварочные электроды Э42А, Э46 по ГОСТ 9467-75*. При входном контроле сварочных материалов следует установить наличие сертификатов или паспортов предприятия-поставщика. При отсутствии сертификатов на сварочные материалы или истечении гарантийного срока их хранения необходимо определять механические свойства стыковых сварных соединений, выполненных с применением этих материалов. Сварные стыковые образцы следует испытывать на статическое растяжение, статический и ударный изгибы при температуре 20°С в соответствии с ГОСТ 6996—66.
Сварочные материалы (электроды, проволоки, флюсы необходимо хранить на складах в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С.
Покрытые электроды, порошковые проволоки и флюсы перед употреблением необходимо прокалить по режимам, указанным в технических условиях, паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов.
Сварочную проволоку сплошного сечения следует очищать от ржавчины, жировых и других загрязнений.
Прокаленные сварочные материалы следует хранить в сушильных печах при 45—100 °С или в кладовых-хранилищах с температурой воздуха не ниже 15 °С и относительной влажностью не более 50 %
Сварщик должен ставить личное клеймо на расстоянии 40-60 мм от границы выполненного им шва сварного соединения: одним сварщиком — в одном месте, при выполнении несколькими сварщиками — в начале и конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков.
Сборка и сварка монтажных соединений стальных конструкций
Сварку конструкций при укрупнении и в проектном положении следует производить после проверки правильности сборки.
Размеры конструктивных элементов кромок и швов сварных соединений, выполненных при монтаже, и предельные отклонения размеров сечения швов сварных соединений должны соответствовать указанным в НТД.
Кромки свариваемых элементов в местах расположения швов и прилегающие к ним поверхности шириной не менее 20 мм при ручной или механизированной дуговой сварке и не менее 50 мм при автоматизированных видах сварки, а также места примыкания начальных и выводных планок необходимо зачищать с удалением ржавчины, жиров, краски, грязи, влаги и т.п. В конструкциях из сталей с пределом текучести более 390 МПа (40кгс/мм2), кроме того, следует зачищать места приварки и примыкающие поверхности приспособлений.
Сварку надлежит производить при стабильном режиме. Предельные отклонения заданных значений силы сварочного тока и напряжения на дуге при автоматизированной сварке не должны превышать ±5 %.
Число прокаленных сварочных материалов на рабочем месте сварщика не должно превышать полусменной потребности. Сварочные материалы следует содержать в условиях, исключающих их увлажнение.
При сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/мм2) электроды, взятые непосредственно из прокалочной или сушильной печи, необходимо использовать в течение двух часов.
Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 440 МПа (45 кгс/мм2) и более необходимо предварительно подогреть до 120—160 °С.
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления (если это предусмотрено чертежами проектной документации) следует обеспечивать подбором режимов сварки, соответствующим пространственным расположениям свариваемых элементов конструкций (при укрупнении), или механизированной зачисткой абразивным инструментом.
Начало и конец шва стыковых, угловых и тавровых соединений, выполняемых автоматизированными видами сварки, надлежит выводить за пределы свариваемых элементов на начальные и выводные планки. После окончания сварки планки должны быть удалены кислородной резкой. Места, где были установлены планки, необходимо зачистить абразивным инструментом. Не допускается возбуждать дугу и выводить кратер на основной металл за пределы шва.
Каждый последующий валик (слой) многослойного шва сварного соединения надлежит выполнять после тщательной очистки предыдущего валика (слоя) от шлака и брызг металла. Участки шва с трещинами следует удалять до наложения последующих слоев.
Поверхности свариваемой конструкции и выполненных швов сварных соединений после окончания сварки необходимо очищать от шлака, брызг и наплывов (натеков) расплавленного металла. Приваренные сборочные и монтажные приспособления надлежит удалять без повреждения основного металла и применения ударных воздействий. Места их приварки необходимо зачистить на одном уровне с основным металлом, недопустимые дефекты исправить.
Качество прихваток, сварных соединений креплений сборочных и монтажных приспособлений, определяемое внешним осмотром, должно быть не ниже качества основных сварных соединений.
Требования, предъявляемые к сварным швам и соединениям
Сварка металлоконструкций
3. Потребность в машинах и механизмах, технологической оснастке и материалах
| №п/п | Наименование | Характеристика | Количество, ед |
| 1 | Сварочный агрегат | ||
| 2 | Нивелир | ||
| 3 | Автокран |
Оборудование указанное в таблице 3.1 и далее по тексту настоящей технологической карты может быть заменено Подрядчиком на аналогичное имеющееся в наличии на момент производства работ исходя из необходимой производительности и технических характеристик.
4. Состав бригады по профессиям
Состав бригады приведен в таблице 4.1
| №п/п | Наименование профессии | Количество, чел |
| 1 | Геодезист | |
| 2 | Сварщик | |
| 3 | Машинист автокрана | |
| 4 | Разнорабочий |
5. Решения по охране труда, промышленно и пожарной безопасности
При выполнении работ следует соблюдать требования:
– СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования»;
– СНиП 12-04-2002 «Безопасность труда в строительстве. Часть 2. Строительное производство»;
– ВСН 31-81. Инструкция по производству строительных работ в охранных зонах магистральных трубопроводов Министерства нефтяной промышленности;
– СП 12-136-2002. Решения по охране труда и промышленной безопасности в проектах организации строительства и проектах производства работ;
– ГОСТ Р 12.4.026-2015 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний;
– СП 36.13330.2012 Свод правил «Магистральные трубопроводы»
– СП 52.13330.2011 Свод правил «Естественное и искусственное освещение»
– Правила техники безопасности при строительстве магистральных стальных трубопроводов;
– Правила по охране труда при строительстве (Приказ Министерства труда и социальной защиты РФ от 1 июня 2015 г. N 336н);
– Правила по охране труда при работе с инструментом и приспособлениями (Приказ Министерства труда и социальной защиты РФ от 17 августа 2015 года N 552н);
– РД-13.110.00-КТН-260-14 «Магистральный трубопроводный транспорт нефти и нефтепродуктов. Правила безопасности при эксплуатации объектов ОАО АК «Транснефть»»;
К работе допускаются лица не моложе 18 лет, не имеющие медицинских противопоказаний для выполнения данного вида работ, имеющие соответствующую квалификацию, допущенные к самостоятельной работе в установленном порядке, имеющие группу по электробезопасности не ниже II. Ответственный за проведение работ должен иметь группу по электробезопасности не ниже, чем у подчиненного оперативного персонала.
Персонал до начала работ должен надеть спецодежду и спецобувь, СИЗ, соответствующие погодным условиям, в соответствии с утвержденным нормами, каску с подбородочным ремешком. Спецодежда, спецобувь и СИЗ должны быть исправными, застегнутыми на все пуговицы и застежки. Не разрешается выполнять работы в спецодежде и СИЗ, загрязненных горючими или токсичными материалами, с истекшим сроком носки.
Монтажные работы производить инвентарными грузозахватными приспособлениями имеющими:
– 6-ти кратный запас прочности;
При перемещении груза ПС должны соблюдаться следующие требования:
начинать подъем груза, предварительно подняв на высоту не более 200 – 300 мм, с последующей остановкой для проверки правильности строповки и надежности действия тормоза;
не перемещать груз при нахождении под ним людей. Допускается нахождение стропальщика возле груза во время его подъема или опускания, если груз поднят на высоту не более 1000 мм от уровня площадки;
перемещать мелкоштучные грузы только в специальной, предназначенной для этого таре, чтобы исключить возможность выпадения отдельных частей груза. Перемещение кирпича на поддонах без ограждения разрешается производить только при разгрузке (погрузке) транспортных средств на землю (и с земли);
не начинать подъем груза, масса которого неизвестна;
выполнять горизонтальное перемещение от крайней нижней точки груза (а также порожнего грузозахватного органа или грузозахватного приспособления и элементов стрелы крана) на 500 мм выше встречающихся на пути предметов;
опускать перемещаемый груз лишь на предназначенное для этого место, где исключается возможность падения, опрокидывания или сползания опущенного груза.
Для легкого извлечения стропов из-под груза его опускание и складирование должны осуществляться на подкладки соответствующей прочности и толщины. Укладку и последующую разборку груза следует выполнять равномерно, не нарушая габариты, установленные для складирования груза, и не загромождая проходы;
не допускать при длительном перерыве или по окончании работ нахождение груза в подвешенном состоянии. По окончании работ ПС должно быть приведено в безопасное положение в нерабочем состоянии согласно требованиям руководства (инструкции) по эксплуатации;
кантовать грузы с применением ПС разрешается только на кантовальных площадках, снабженных амортизирующей поверхностью, или на весу, по заранее разработанному ППР.
При кантовке груза следует выполнять следующие дополнительные меры безопасности:
в целях предотвращения зажатия стропальщику запрещено находиться между грузом и стеной или другим препятствием, при этом стропальщик должен находиться сбоку от кантуемого груза на расстоянии, равном высоте груза плюс 1 метр;
стоять со стороны прокладок, на которые опускается груз, воспрещается;
производить кантовку тяжелых грузов и грузов сложной конфигурации только в присутствии и под руководством специалиста, ответственного за безопасное производство работ ПС; при проведении кантовочных операций “тяжелыми грузами” считаются грузы массой более 75% грузоподъемности механизма подъема, а “грузами сложной конфигурации” – грузы со смещением центра тяжести.
Для кантовки деталей серийного и массового производства необходимо использовать специальные кантователи.
В процессе выполнения работ с применением ПС не разрешается:
нахождение людей возле работающего крана стрелового типа во избежание зажатия их между поворотной частью и другими неподвижными сооружениями;
перемещение груза, находящегося в неустойчивом положении или подвешенного за один рог двурогого крюка;
подъем груза, засыпанного землей или примерзшего к земле, заложенного другими грузами, укрепленного болтами или залитого бетоном, а также металла и шлака, застывшего в печи или приварившегося после слива;
подтаскивание груза по земле, полу или рельсам крюками ПС при наклонном положении грузовых канатов (без применения направляющих блоков, обеспечивающих вертикальное положение грузовых канатов);
освобождение с применением ПС защемленных грузом стропов, канатов или цепей;
оттягивание груза во время его подъема, перемещения и опускания. Оттяжки применяются только для разворота длинномерных и крупногабаритных грузов во время их перемещения;
выравнивание перемещаемого груза руками, а также изменение положения стропов на подвешенном грузе;
подача груза в оконные проемы, на балконы и лоджии без специальных приемных площадок или специальных приспособлений;
использование тары для транспортировки людей;
нахождение людей под стрелой ПС при ее подъеме и опускании с грузом и без груза;
подъем груза непосредственно с места его установки (с земли, площадки, штабеля) только механизмом телескопирования стрелы;
использование ограничителей (концевых выключателей) в качестве рабочих органов для автоматической остановки механизмов, за исключением случая, когда мостовой кран подходит к посадочной площадке, устроенной в торце здания;
работа ПС при отключенных или неработоспособных ограничителях, регистраторах, указателях и тормозах;
включение механизмов ПС при нахождении людей на поворотной платформе ПС вне кабины;
перемещение людей грузовыми строительными подъемниками, кроме подъемников и вышек, используемых на железнодорожных и/или трамвайных рельсовых путях для проверки состояния и монтажа контактной сети, проверки состояния мостов, путепроводов;
перемещение шасси подъемника (вышки) с находящимися в люльке людьми или грузом. На самоходные подъемники (вышки), например, ножничного типа, управление которых осуществляется из люльки, в том числе и при перемещении подъемника по площадке, данное требование не распространяется;
подъем и опускание подъемником люльки, если вход в нее не закрыт на запорное устройство;
сбрасывание инструмента, груза и других предметов с люльки, находящейся на высоте.
Освещение места производства работ
В сумеречное время суток для освещения места производства строительно-монтажных работ на площадке устанавливается временная осветительная мачта. Электроснабжение осуществляется от передвижного дизельного или бензинового генератора Подрядной организации (дизельной станции). Норма освещенности места строительства – 10 лк
На основании ГОСТ12.1.046-2014, электрическое освещение строительных площадок и участков подразделяется на рабочее, аварийное, эвакуационное и охранное При наступлении темноты участки работ, рабочие места, проезды и проходы к ним должны быть освещены: не менее 10 люкс при выполнении земляных работ; не менее 100люкс на рабочем месте при выполнении монтажных и изоляционных работ; не менее 2 люкс на проездах в пределах рабочей площадки; не менее 5люкс в проходах к месту производства работ.
В ночное время освещение рабочего котлована должно осуществляться прожекторами или светильниками во взрывобезопасном исполнении.
Пожарная безопасность
При производстве работ необходимо строго соблюдать требования пожарной безопасности, направленные на предотвращение воздействия опасных факторов пожара, изложенные в следующих нормативных документах:
– РД 13.220.00-КТН-148-15 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Правила пожарной безопасности на объектах организаций системы “Транснефть”.
– Типовая инструкция о порядке ведения сварочных и других огневых работ на взрывоопасных, взрывопожароопасных объектах нефтяной промышленности.
ГОСТ 12.1.004-91. ССБТ. «Пожарная безопасность. Общие требования»;
ГОСТ 12.1.010-76. ССБТ. «Взрывобезопасность. Общие требования»;
Правила пожарной безопасности в лесах РФ. Постановление Правительства РФ от 30.06.2007 №417;
Правила противопожарного режима в РФ. Постановление Правительства РФ
от 25.04.2012г. №390
Все работники, занятые на работах должны пройти обучение по ПТМ (пожарно-техническому минимуму), пройти инструктажи по пожарной безопасности. Первичный инструктаж на рабочем месте и целевой инструктаж перед началом работ должен проводить непосредственный руководитель работ (мастер, начальник участка и т.д.) Вводный инструктаж по пожарной безопасности должен проводить инженер СПБ, инструктор по ПБ.
ИТР организации, ответственные за проведение работ, должны пройти обучение в специализированной организации по программе пожарно-технического минимума. Это требование к подрядной организации должно быть включено в особые условия договора подряда, в соответствии с п.7.1.7 РД-13.220.00-КТН-148-15.
Производитель работ должен проверить выполнение мер пожарной безопасности в пределах места выполнения работ. Приступать к работам разрешается только после выполнения всех мероприятий, обеспечивающих пожарную безопасность.
Руководители работ подрядчика, несут ответственность за соблюдение подчиненным персоналом действующих на объекте правил пожарной безопасности и за возникновение пожаров, происшедших по их вине, в соответствии с п.7.1.17 РД-13.220.00-КТН-148-15.
Комплектация мест проведения работ первичными средствами пожаротушения, в зависимости от вида и объемов работ должна производиться исполнителем работ в соответствии с п.7.1.18 РД-13.220.00-КТН-148-15.
Дороги и подъезды к источникам противопожарного водоснабжения должны обеспечивать проезд пожарной техники к ним в любое время суток, в любое время года.
При размещении и обустройстве временных (вагонов) руководствоваться требованиями раздела 6.5.9 РД-13.220.00-КТН-148-15.
Необходимо установить на месте производства работ противопожарный режим в соответствии с Правилами противопожарного режима в Российской Федерации (утверждены Постановлением Правительства Российской Федерации от 25.04.2012 № 390) и
РД-13.220.00-КТН-148-15.
Действия при пожаре
Действия работников при возникновении пожара
Каждый работник при обнаружении пожара или признаков горения (задымление, запах гари, повышение температуры и т. п.) должен:
а) немедленно сообщить об этом по телефону в пожарную охрану при этом необходимо назвать адрес объекта, место возникновения пожара, а также сообщить свою фамилию;
б) принять меры по эвакуации людей и, по возможности, сохранности материальных ценностей, ликвидации пожара первичными и стационарными средствами пожаротушения;
в) сообщить о пожаре диспетчеру (оператору) объекта или руководителю объекта (старшему должностному лицу объекта).
Руководители и должностные лица объектов, лица, в установленном порядке назначенные ответственными за обеспечение пожарной безопасности, по прибытии к месту пожара должны:
а) сообщить о возникновении пожара в пожарную охрану, поставить в известность руководство и дежурные службы объекта;
б) при угрозе жизни людей немедленно организовать их спасание, используя для этого имеющиеся силы и средства;
в) проверить включение в работу автоматических УПЗ при их наличии (установок пожаротушения, охлаждения (орошения), противодымной защиты, систем оповещения и управления эвакуацией людей при пожаре);
г) при необходимости отключить электроэнергию (за исключением УПЗ), остановить работу транспортирующих устройств, агрегатов, аппаратов, выполнить другие мероприятия, способствующие предотвращению развития опасных факторов пожара;
д) прекратить все работы (если это допустимо по технологическому процессу производства), кроме работ, связанных с мероприятиями по ликвидации пожара;
е) удалить за пределы опасной зоны всех работников, не участвующих в тушении пожара;
ж) осуществить общее руководство по тушению пожара (с учетом специфических особенностей объекта) до прибытия подразделения пожарной охраны;
и) обеспечить соблюдение требований безопасности работниками, принимающими участие в тушении пожара;
к) одновременно с тушением пожара организовать эвакуацию и защиту материальных ценностей;
л) организовать встречу подразделений пожарной охраны и оказать помощь в выборе кратчайшего пути для подъезда к очагу пожара;
м) сообщать подразделениям пожарной охраны, привлекаемым для тушения пожаров и проведения, связанных с ними первоочередных аварийно-спасательных работ, сведения о перерабатываемых или хранящихся на объекте опасных (взрывоопасных), взрывчатых, сильнодействующих ядовитых веществах, необходимые для обеспечения безопасности личного состава.
По прибытии пожарного подразделения руководитель или лицо, его замещающее, информирует руководителя тушения пожара о конструктивных и технологических особенностях объекта, прилегающих зданий и сооружений, количестве и пожароопасных свойствах хранимых и применяемых веществ, материалов, изделий и других сведениях, необходимых для успешной ликвидации пожара, работе УПЗ, противоаварийных систем, также организовывает привлечение сил и средств объекта к осуществлению необходимых мероприятий, связанных с ликвидацией пожара и предупреждением его развития.
6. Схема операционного контроля качества
Строительный контроль должен осуществляться подразделениями строительного контроля СКК на всех этапах выполнения всех видов СМР. Запрещается выполнение СМР без участия СКК. Ответственность за организацию и качество осуществления строительного контроля возлагается на подрядчика.
СКК должен проводить строительный контроль в процессе каждого технологического этапа работ. Результаты выполнения строительного контроля ежедневно фиксируются в журнале строительного контроля подрядной организации на месте производства работ, общем журнале работ и журнале замечаний и предложений. Журнал строительного контроля подрядной организации оформляется в соответствии с приложением Б ОР-91.200.00-КТН-108-16.
Следует соблюдать обеспечение следующих мероприятий:
Письменное уведомление со стороны начальника участка (потока) строительного подрядчика ответственных представителей заказчика и органа СК на месте производства работ за время, достаточное для мобилизации специалистов СК заказчика, но не менее чем за 1 календарный день, о начале выполнения новых этапов и видов строительно-монтажных работ, об изменении количества бригад (колонн), выполняющих работы, сменности выполняемых работ, о необходимости проведения освидетельствования скрытых работ, а также о других случаях, требующих изменения численного и/или квалификационного состава специалистов СК заказчика, с указанием ответственных представителей органа строительного подрядчика и представителей службы контроля качества строительной подрядной организации.
Уведомление заказчика и органа СК о необходимости проведения контрольных мероприятий по приемке выполненных работ за 3 рабочих дня в случае необходимости предъявления работ, которые требуют наличия специализированного контрольно-измерительного оборудования.
Предъявление законченных технологических операций представителям органа СК заказчика и получение письменного разрешения по форме приложения Б в случаях, указанных в п.7.2.16 ОР-91.200.00-КТН-108-16. В остальных случаях оформление и подписание АОСР (если это предусмотрено проектной/рабочей документацией).
Выполнение технологических операций последующего технологического этапа, только после получения соответствующего разрешения по форме приложения Б в случаях, указанных в п.7.2.16 ОР-91.200.00-КТН-108-16, выданного специалистом СК заказчика. В остальных случаях – после оформления и подписания АОСР (если это предусмотрено проектной/рабочей документацией), с указанием разрешения на выполнение последующего этапа работ.
Своевременное и качественное оформление исполнительной документации согласно составленному заказчиком на основании ОР-91.010.30-КТН-156-15 перечню.
| №п/п | Наименование процессов и операций | Параметры подлежащие контролю | Способ контроля | Инструмент контроля | Периодичность контроля | Ответственный | Технические критерии оценки качества |
| 1 | Подготовка к монтажу конструкции | Состояние конструкции | Визуальный | В процессе производства работ. До начала производства работ | Прораб, мастер СМР, специалист СКК | Кромки, подготовленные под сварку, должны быть зачищены на ширину не менее 20мм | |
| 2 | Подача конструкции в монтаж | 1.Строповка конструкции 2.Перемещение конструкции в проектное положение | Визуальный, измерительный | Рулетка, линейка | В процессе производства работ | Прораб, мастер СМР, специалист СКК | Конструкция должна быть установлена в проектное положение, необходимые зазоры выдержаны. Зазоры не должны превышать допустимые 2-3 мм. |
| 3 | Подготовка к сварке | Состояние стыков | Визуальный, измерительный | Термометр, термокарандаши | Каждый стык | Прораб, мастер СМР, специалист СКК | 1. Увлажненные стыки должны быть подогреты на 20-50°С 2.При температуре окружающего воздуха +5° С и ниже кромки (стыки) должны быть просушены путем подогрева на 50°С 3. температуру измерить на расстоянии 10-15мм от стыка |
| 4 | Сварка конструкции | 1.Соблюдение технического процесса сварки 2.Качество сварки | Визуальный, измерительный | Набор ВИК | Каждый стык | Прораб, мастер СМР, специалист СКК | Сварка должна быть выполнена в соответствии с проектом. Размеры швов должны соответствовать проектным. Допустимые отклонения размеров сечения сварных швов не должны превышать величин, указанных в ГОСТ 5264-80. Швы сварных соединений по окончании сварки должны быть очищены от шлака брзг,натеков металла. Швы по внешнему виду должны удовлетворять следующим требованиям: – иметь гладкую или равномерно- чешуйчатую поверхность ( без наплывов, прожогов, сужений и перерывов); – наплавляемый металл должен быть плотным по всей длине шва, не иметь трещин и дефектов;  Привет, друзья! Сегодня я хочу рассказать вам о волшебных  Привет, друзья! Сегодня я хочу рассказать вам о важных  Привет, друзья! Сегодня я хочу рассказать вам о чем-то  Привет, дорогие дети! Сегодня я хочу рассказать вам |