Сила давления гидравлического пресса: расчеты и описание
уществует множество приспособлений, предназначенных для увеличения приложенных усилий. К ним можно отнести различные рычаги, блоки, а также такое устройство, как гидравлический пресс.
Принцип действия
Гидравлический пресс, примеры которого можно встретить в огромном количестве машин, на заводах, в мастерских, работает за счет передачи усилия при помощи жидкости, находящегося под давлением. В основу его действия положен закон Паскаля, согласно которому давление в жидкости передается по всему объему и по всем направлениям одинаково. Таким образом, приложив усилие для создания необходимого давление в одном объеме, можно, передав его в другую емкость значительно изменить усилие.
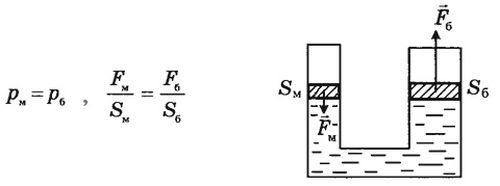
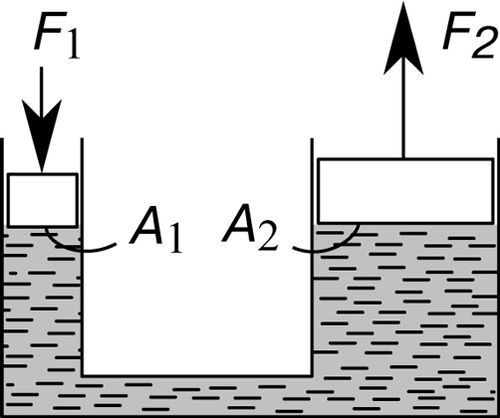
Устройство пресса представляет собой два цилиндра, заполненных жидкостью, как показано на фото. Один цилиндр имеет больший объем, чем второй. В обоих цилиндрах установлены поршни. В меньшем цилиндре поршень имеет меньшую площадь. Согласно закону Паскаля, давление, действующее на оба поршня одинаково и равно отношению силы, приложенной к меньшему поршню к его площади (P1=F1/S1). Однако и во втором цилиндре давление будет таким же. При этом, учитывая, что площадь второго, большего, поршня больше, чем первого, выводится зависимость:
P1=P2, следовательно — F1/S1=F2/S2. Таким образом, можно вывести следующую формулу: F2/F1=S2/S1. Переведя это выражение на русский язык, можно сделать вывод, что сила давления, действующая на поршень гидравлического пресса зависит от его площади. Чем больше площадь второго цилиндра — тем больше сила. Давление, гидравлического пресса измеряется в Паскалях, условное обозначение — Па. Соответственно, килопаскали — кПа и мегапаскали — МПа.
Таким образом, применяя различные соотношения площадей поршней в цилиндрах, можно добиться практически любого увеличения усилия. Например если площадь большего поршня будет в десять раз больше площади первого, то прикладывая усилие в один Па, на выходе получим — десять. Если представить такие цилиндры в виде весов, то можно привести другой пример: положив на меньший поршень груз весом в 1 кг, другим можно поднять 10 кг.
Особенности расчетов
На практике необходимо учитывать, что несмотря на прямую зависимость, вытекающую из формулы, в реальности таких соотношений добиться невозможно. На давление в гидравлическом прессе прямо или косвенно влияет еще множество различных факторов:
Сила давления гидравлического пресса, на практике, в конструкторских бюро, рассчитывается, как сумма всех сил, действующих на поршень. Для таких расчетов существуют специальные формулы, позволяющие учесть максимальное количество факторов, влияющих на поршни.
Устройство
Типичный пример рабочего механизма гидравлического пресса — автомобильный домкрат. Одна из моделей этого устройства показана на фото. Один из его цилиндров имеет очень маленькие размеры, второй же во много раз превышает его по размерам. Такое устройство позволяет даже ребенку без труда поднять большой грузовик. Такие домкраты часто применяют для изготовления самодельных гидравлических прессов. На фото приведен пример такого самодельного устройства.
Жидкость может быть любой. Однако для увеличения эффективности работы устройства обычно применяют специальные масла. Этим достигают две цели:
Особенности конструкции
В зависимости от области применения, существует множество разновидностей конструкций гидравлических механизмов. Гидравлические прессы и устройства, в которых используется его принцип действия в настоящее время широко применяют в следующих отраслях промышленности:
Гидравлический пресс для опрессовки шлангов высокого давления применяется для достижения герметического соединения рукава высокого давления и фитингов, установленных на нем. Опрессовка осуществляется путем обжима деталей при помощи гидравлического пресса с рабочим инструментом соответствующей формы и размера. Существуют ручные гидравлические устройства, с силой давления до 0.7 МПа.
При необходимости создать очень большое усилие, в последнее время часто применяют гидравлический пресс высокого давления. Особенность его устройства заключается в наличии нескольких мультипликаторов — систем цилиндров, каждый из которых позволяет з поднять давление в 50 и более раз. Мультипликаторы установлены таким образом, что высокое давление предыдущего передается, как низкое давление следующему мультипликатору. Таким образом увеличение силы умножается в зависимости от количества мультипликаторов.
В последнее время многие механики-любители и частные предприниматели, в целях экономии средств изготавливают гидравлические прессы самостоятельно. Для этого приспосабливают автомобильный домкрат, установленный на специальной станине. Такое устройство также заслуживает внимания, так как помогает решать различные бытовые проблемы, связанные со строительством и выполнением некоторых ремонтных работ.
Многие прессы, применяемые в быту и на производстве для упрощения управления оснащены различными вспомогательными механизмами:
В последнее время появляются все новые области применения таких устройств, что способствует развитию этой техники, а применение новых более легких и прочных материалов делают ее более доступной и эффективной.
Принцип работы гидравлического пресса
Работа гидравлического пресса основана на принципе гидравлического рычага.
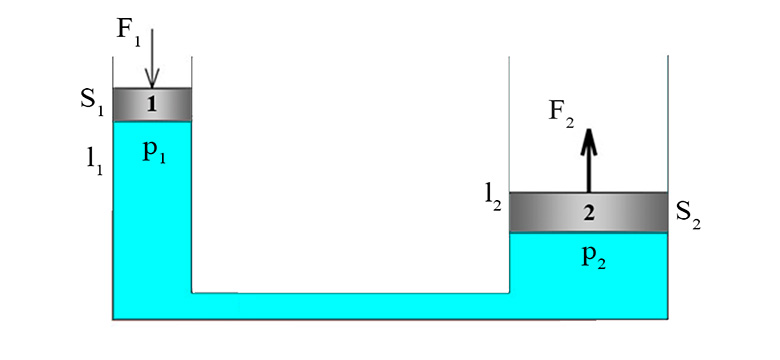
На рисунке показана схема простейшего гидравлического пресса, состоящего из поршней большего и малого диаметров, установленных в сообщающихся цилиндрах, под поршнями находится жидкость. На поршень малого диаметра площадью S1 оказывается усилие F1, определим усилие F2, которое сможет преодолеть поршень площадью S2.
Давление под поршнем 1 можно вычислить по формуле:
Давление под поршнем 2 будет определяться зависимостью:
Согласно закону Паскаля давление, приложенное к жидкости передается всем точкам этой жидкости одинаково во всех направлениях.
Сила на втором поршне будет увеличена пропорционально соотношению площадей поршней. Чем больше площадь второго поршня, и чем меньше площадь первого тем больший коэффициент усиления можно получить на гидравлическом рычаге.
Величина перемещения поршня 2 зависит от объема жидкости, вытесненного поршнем 1. Определим величину перемещения второго поршня l2, при перемещении поршня 1 на расстояние l1.
Так как первый поршень меньше второго, то расстояние на которое переместится второй поршень будет меньше расстояния, на который переместится первый поршень.
Получается, что представленная конструкция позволила значительно увеличить усилие, но при этом произошло снижение величины перемещения. Каким образом можно увеличить величину хода поршня 2, не увеличивая конструкцию?
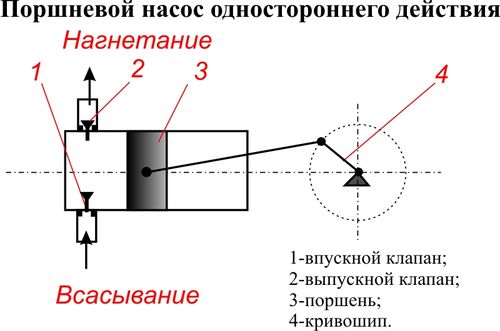
Добавив в конструкцию два обратных клапана, и бак с дополнительным объемом рабой жидкости, мы сможем увеличить величину перемещения поршня 2, увеличивая число циклов перемещения поршня 1. Для возврата поршня 2 в исходное состояние добавим задвижку или распределитель, позволяющий при необходимости вытеснить жидкость из под поршня 2 обратно в бак.
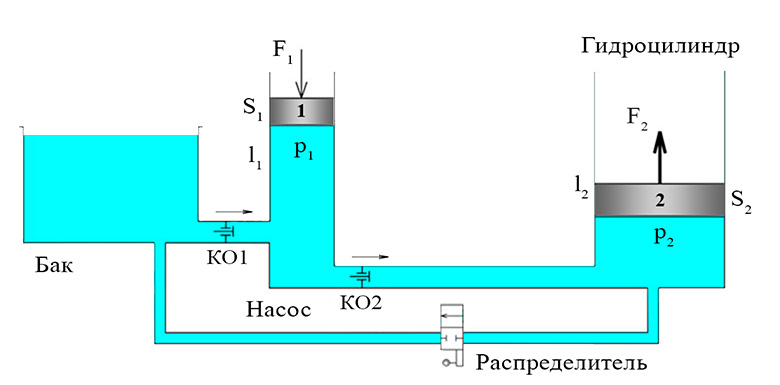
Рассмотрим как работает гидравлический пресс в данном случае.
По достижении крайнего нижнего положения поршень начинает перемещаться вверх, увеличивая объем под поршнем, в результате создавшегося разряжения клапан 1 откроется, а клапан 2 закроется жидкость из бака будет поступать под поршень 1. После достижения крайнего положения поршень начнет движение вниз вытесняя рабочую жидкость, цикл повториться.
Таким образом увеличивая число циклов, можно достигнуть необходимой величины перемещения поршня 2 с увеличенным, за счет разницы площадей, усилием.
Устройство гидравлического пресса
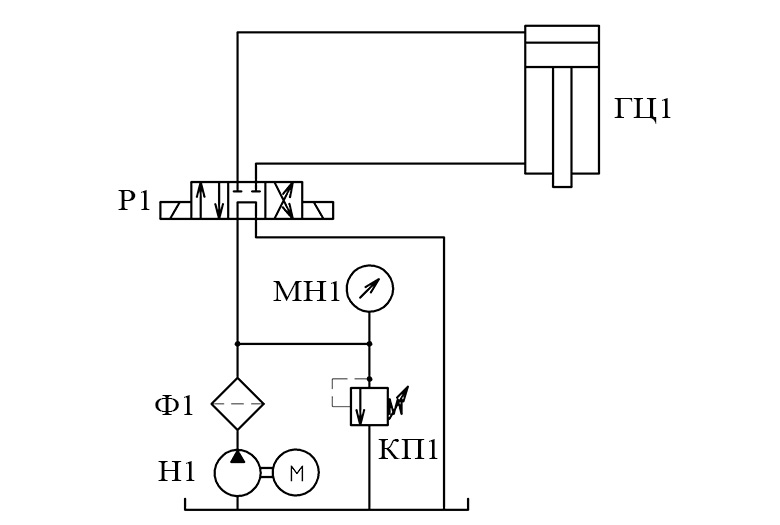
Рассмотрим, принципиальную схему реального гидравлического пресса.
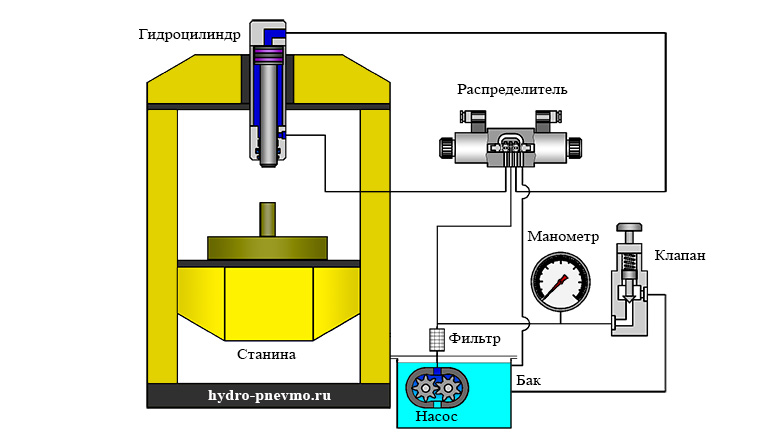
Жидкость от насоса через фильтр поступает на вход трехпозиционного распеределителя. В нейтральном положении золотник жидкость через распределитель отправляется на слив. При переключении распределителя жидкость направляется в поршневую или штоковую полость гидроцилиндра установленного на гидравлическом прессе.
Усилие прессования определяется как произведение площади поршня на давление в полости гидроцилиндра:
Максимальное давление в системе определяется настройкой предохранительного клапана и контролируется по манометру, установленному в напорной линии.
Гидравлическая схема пресса показана на рисунке.
Классификация гидравлических прессов
Наиболее часто используют классификации прессов по следующим признакам.
По расположению рабочих цилиндров :
По количеству рабочих цилиндров:
Характеристики гидравлических прессов
Гидравлический привод позволяет реализовать различные усилия и скорости перемещения выходного звена пресса. Скорость перемещения выходного звена может варьироваться в диапазоне от 0,1 мм/с до 300 мм/с.
Усилие гидравлического пресса
Одним из ключевых преимуществ гидравлических прессов является простота регулирования силы и возможность реализации больших усилий.
Силу, развиваемую гидравлическим прессом можно определить как произведение давления в полости гидроцилиндра на площадь поршня:
В зависимости от конструкции гидравлические прессы способны развивать усилие от нескольких тонн, до 70 000 тс (тонн силы).
Достоинства гидравлических прессов
Недостатки гидравлических прессов
Применение гидравлических прессов
Гидравлические прессы применяют:
Гидравлические прессы широко используют в металлургии для для горячей и холодной штамповки, выдавливания, прошивки, гибки, правки, резки металла.
В пищевой промышленности из-за недопустимости попадания частиц масла в продукты используют пневматические прессы.
Вопросы и ответы по гидравлическим ручным прессам
Какие операции доступны для выполнения на гидравлических прессах?
По каким параметрам ведется выбор?
Область применения гидравлического пресса определяется следующими характеристиками:
Для чего используются ручные пресс-клещи?
Они применяются для соединения прессованием толстых токоведущих жил, сечением до 25 кв.мм, и гильз, сечением до 10 кв.мм. Сначала концы проводов очищаются от изоляции, грязи и окислов. Далее они заводятся в гильзу и при обжимке усилием 12 – 20 т надежно скрепляются.
Другая доступная операция – оконцевание (создание петли для последующего ее прикручивания гайкой на шпильку). Она может осуществляться двумя способами. Либо к концу жилы прикрепляют готовый наконечник, соответствующий по материалу проводу, либо конец жилы скручивается в кольцо. Наконечник ставят на кабели из нескольких проводов, площадь поперченного сечения которых более 2,5 кв.мм, или на толстые жилы – больше 10 кв.мм. Провода меньшей толщины закручиваются в кольцо.
Почему у гидравлических прессов усилие на порядок больше, чем у механических?
Для передачи большого усилия от двигателя к исполнительному устройству требуется значительное передаточное число, которое у механических прессов определяется геометрическими размерами зубчатых колес. Это накладывает предел максимально возможной силы в несколько тонн, например 5 т у Proma AP-5 и Jet AP-5.
У гидравлической модели эта величина зависит от отношения площадей поршней у сообщающихся цилиндров. В такой конструкции есть неограниченная возможность увеличивать передаточное число и развиваемое усилие на штоке пресса без значительного роста габаритов и массы устройства. Например, у модели Сорокин 7.111 усилие составляет 100 т.
Каковы самые основные правила техники безопасности?
Как чаще всего ломается насос гидравлического пресса?
Каково оптимальное усилие пресса для демонтажа штифтов и штоков?
Для определения силы демонтажа цилиндрических деталей (в тоннах), его диаметр (в дюймах) умножается на десять. Например, для выпрессовки штока, диаметром 1,5 дюйма, потребуется усилие пресса 15 тонн.
Какая зависимость между усилием запрессовки, указанной в тоннах (т), и единицей измерения силы – ньютон (Н)?
Значение, заданное в тоннах (например, 1 т), – это эквивалент силы тяжести груза, массой 1 т. В ньютонах это усилие равно 1000 кг×10 Н/кг = 10,000 Н = 10кН. То есть усилие, выраженное в тоннах, переводится в килограммы (килограмм-сила или кгс) и умножается на округленное с 9,8 до 10 Н/кг значение ускорения свободного падения.
В каком порядке ведется подготовка к запрессовке? Какая используется смазка?
Сначала притупляются острые кромки на торцах; внешняя поверхность втулки и внутренняя сторона отверстия очищаются от грязи. При значительной площади сопряжения для улучшения шероховатости мест контакта деталей и снижения нагрузки на станок в качестве смазки используется сульфид молибдена или очищенное машинное масло, которое наносится тонким слоем.
Как правильно запрессовывать подшипники качения на вал?
Для легкой прессовки с минимальной деформацией нужно предварительно нагреть охватывающее кольцо подшипника для его расширения и охладить охватываемый вал для сжатия. При этом используются ванны с минеральными маслами, разогретыми до 80 –100 0С. С крупными деталями применяются электроиндукционные и муфельные печи.
Не пытайтесь запрессовать подшипник вручную молотком, так как это чревато перекосом колец с последующим заклиниванием.
Для запрессовки втулок удобно использовать направляющие приспособления в виде охватывающих колец и пальцев (в зависимости от диаметра втулки), которые исключают перекашивание при запрессовке. Также они ускоряют процесс и обеспечивают максимально равномерную нагрузку за счет распределения давления по всей опорной площади.
По окончании работ насаженный подшипник проворачивается рукой – вращение должно быть равномерное, без скачков, с небольшим шумом. Также контролируется плотность прилегания торца кольца к буртику или другой опорной поверхности вала или корпуса.
Методика расчета мощности, потребляемой прессом
Страницы работы


Содержание работы
МЕТОДИКА РАСЧЕТА МОЩНОСТИ, ПОТРЕБЛЯЕМОЙ ПРЕССОМ
Общее тяговое усилие для неотсасывающего пресса, его составляющие и их определение, исходя из схемы нагружения.
Общее тяговое усилие для отсасывающего пресса, его составляющие и их определение.
Расчет мощности, потребляемой прессом.
Определение составляющих общего тягового усилия, если нижний вал пресса приводной плавающий, или плавающий вал верхний неприводной.
Расчет мощности, потребляемой прессом с плавающим валом.
При расчете потребляемой мощности для прессовой части необходимо провести ее определение для каждого пресса отдельно, учитывая применение многодвигательного привода на современных бумагоделательных и картоноделательных машинах.
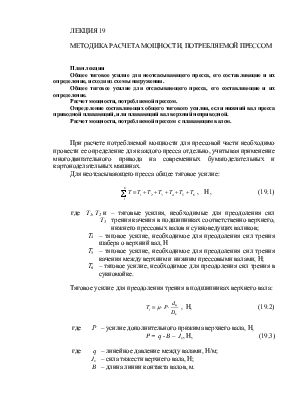
Для неотсасывающего пресса общее тяговое усилие:
T1, T2 и T3
– тяговые усилия, необходимые для преодоления сил трения качения в подшипниках соответственно верхнего, нижнего прессовых валов и сукноведущих валиков;
– тяговое усилие, необходимое для преодоления сил трения шабера о верхний вал, Н
– тяговое усилие, необходимое для преодоления сил трения качения между верхним и нижним прессовыми валами, Н;
– тяговое усилие, необходимое для преодоления сил трения в сукномойке.
Тяговое усилие для преодоления трения в подшипниках верхнего вала:
 , Н, (19.2)
, Н, (19.2)
– усилие дополнительного прижима верхнего вала, Н,
– линейное давление между валами, Н/м;
– сила тяжести верхнего вала, Н;
– длина линии контакта валов, м.
Тяговое усилие для преодоления трения в подшипниках нижнего вала:
 , Н, (19.4)
, Н, (19.4)
– суммарное усилие, действующее на подшипники нижнего вала, Н.
Усилие между валами, направленное по линии соединения центров нижнего и верхнего валов в соответствии с рисунком 19.1:
 , Н, (19.5)
, Н, (19.5)
где  – угол между вертикалью и линией, соединяющей
– угол между вертикалью и линией, соединяющей
 – угол между вертикалью и линией, соединяющей
– угол между вертикалью и линией, соединяющейцентры валов.
Рисунок 19.1 – Схема нагружения пресса
Усилие, воспринимаемое подшипниками нижнего вала, по рисунку 19.2, определится по выражению:
 , Н. (19.6)
, Н. (19.6)
Рисунок 19.2 – Схема для определения равнодействующей
Тяговое усилие для преодоления трения в подшипниках сукноведущих валиков:
 , Н, (19.7)
, Н, (19.7)
– арифметическая сумма равнодействующих всех сил, приложенных к сукноведущим, сукнонатяжным и сукноправильным валикам, Н.
Тяговое усилие Т4, необходимое для преодоления сил трения шабера о верхний вал, определяют по выражению (12.15).
Тяговое усилие Т5, необходимое для преодоления сил трения качения между верхним и нижним валами, определяют по выражению:
 , Н,
, Н,
– коэффициент трения качения, м;
– давление между валами.
Величина коэффициента трения k зависит от твердости материалов соприкасающихся валов, а также от общей толщины сукна и бумаги между ними. Для прессовых валов, если нижний вал обрезиненный, k= 0,0007¸0,0116 м, в зависимости от твердости резины и толщины сукна; чем мягче резина и сукно, тем больше величина k.
Тяговое усилие Т6, необходимое для преодоления сил трения в сукномойке, определяют в зависимости от конструкции сукномойки.
При установке трубчатой отсасывающей сукномойки тяговое усилие:
– коэффициент трения скольжения между сукном и покрытием сукномойки, f = 0,15;
– живое сечение (площадь отсоса) щели сукномойки, м 2 ;
– величина вакуума в сукномойке, Pвак = 0,02 – 0,03 МПа,
(0,2×10 5 – 0,3×10 5 Н/м 2 );
aщ и lщ
– соответственно ширина и длина щели сукномойки, м,
В случае установки вальцовой отсасывающей сукномойки определение тягового усилия Т6 необходимо производить по выражению:
 , Н, (19.9)
, Н, (19.9)
и
 и
и 
– усилия, необходимые для преодоления трения в подшипниках верхнего и нижнего (отсасывающего) валов, Н; определяют по выражениям (12.17), (12.18);

– усилие, необходимое для преодоления силы трения скольжения в уплотнениях отсасывающей камеры, Н; определяют по выражению (12.20);

– усилие, необходимое для преодоления сил трения качения между валами сукномойки, Н; определяют по выражению (12.21).
Для отсасывающего пресса общее тяговое усилие:
 , Н. (19.10)
, Н. (19.10)
В выражении (19.10) тяговые усилия Т1, Т2, Т3, Т4, Т5 и Т6 определяют в соответствии с выражением (19.1), то есть как для обычного неотсасывающего пресса.
Тяговое усилие Т7, необходимое для преодоления сил трения между уплотнениями камеры и рубашкой отсасывающего вала, определяют по выражению (12.22).
Тяговое усилие Т8, необходимое для преодоления силы трения качения в подшипнике отсасывающей камеры, определяют по выражению (12.20).
Общую мощность, потребляемую прессом, определяют по формуле:
 , кВт, (19.11)
, кВт, (19.11)
Усилие прессования металла
Давление, необходимое для выдавливания металла из контейнера через очко матрицы, называется усилием прессования и измеряется оно в тонна-силах T и килограмм-силах кГ.
Усилие прессования зависит от следующих факторов: свойств металла, размеров слитка, степени деформации, температуры слитка и инструмента, скорости деформирования, формы матрицы, состояния поверхности инструмента, смазки и метода прессования. Рассмотрим влияние этих факторов.
Свойства металлов. Выше говорилось, что одни металлы и сплавы требуют незначительных усилий прессования, другие же, наоборот, прессуются с трудом. К числу первых относятся магний, алюминий и сплавы ЛС59-1, Л63 и др. Примером труднопрессуемых сплавов являются латуни Л68, ЛО70-1, Л80, дуралюмины и др.
Влияние степени нагрева слитков на усилие прессования ясно из того, что при более высоких температурах предел прочности металлов снижается, следовательно, требуется и меньшее усилие для деформации.
Прессовщикам-аппаратчикам хорошо известно, что недостаточно нагретые слитки прессуются с трудом и манометр показывает резкое возрастание давления. В таких случаях часто весь слиток или значительная его часть остается непропрессованным. Перегретые слитки прессуются легко и манометр показывает небольшое давление.
Холодный или недостаточно нагретый инструмент охлаждает слиток, вследствие чего возрастают его прочность и усилие прессования. Вредное влияние холодного инструмента особенно сильно сказывается при прессовании медленно прессуемых сплавов — дуралюминов, фосфористой бронзы, титана.
Степень деформации. Усилие прессования находится в прямой зависимости от вытяжки или степени обжатия. Чем больше вытяжка, тем больше требуется усилие прессования. Например, при прессовании на 2500-Т прессе из контейнера диам. 205 мм медных труб размером 76х3,0 мм с вытяжкой 42,8 давление пресс-шайбы на слиток составило 43 кГ/мм2, при прессовании же труб размером 58х4,0 мм с вытяжкой 46,3 оно увеличилось до 50,5 кГ/мм2. В другом случае при прессовании на 600-Г прессе из контейнера диаметром 85 мм труб из магниевого сплава МА2 размером 28×1,5 мм (К=38) давление не превышало 78 кГ/мм2, при прессовании же труб размером 28х1,0 мм (К=50) давление возросло до 84 кГ/мм2. Такая же зависимость наблюдается и при прессовании других металлов.
Длина слитка. При прямом прессовании слиток перемещается в контейнере с большим трением о его стенки. На преодоление трения затрачивается определенное усилие, зависящее от длины слитка. Чем длиннее слиток, тем большее усилие, требуется в начале прессования. По мере выпрессовывания металла, т. е. уменьшения длины слитка, силы трения снижаются и снижается усилие прессования. К концу процесса, когда металл успевает уже заметно остыть и от слитка остается незначительная его часть, течение металла от стенок контейнера к отверстию в матрице затрудняется и усилие поэтому возрастает.
На рис. 51 представлен характер изменения усилия прессования с уменьшением длины слитка В начальный момент, когда металл не начал выпрессовываться, давление резко возрастает. После того как металл начал течь, давление снижается; лишь к концу прессования давление вновь возрастает.

При обратном прессовании слиток в контейнере не перемещается, поэтому длина слитка на усилие никак не влияет. Только прессование длинных слитков в холодном контейнере может вызвать возрастание усилия в конце прессования за счет захолаживания металла.
Скорость прессования существенно не влияет на усилие прессования. Примером тому может служить опыт прессования труб из медных сплавов, когда с увеличением скорости в 3,5 раза усилие прессования возросло только на 10—15%.
О влиянии пониженной скорости на процесс прессования при температуре контейнера, более низкой, чем температура слитка, говорилось выше.
Форма матриц. По профилю очка матрицы делят на конические а и плоские б (рис. 52). Опыт и практика показывают, что при работе с плоскими матрицами требуется большее давление прессования, чем при работе с коническими матрицами. Конические матрицы с углом а, равным 40—55°, наиболее выгодны; требуется меньшее усилие прессования, чем при матрицах с другими углами а. Ho такие матрицы не обеспечивают необходимого качества изделий. Окалина, образующаяся на слитках при нагреве, выпрессовывается вместе с металлом и покрывает поверхность изделия. С увеличением угла а до 60—65° это явление устраняется, так как окалина задерживается в мертвых углах между матрицей и контейнером.

На усилие прессования влияет длина рабочего пояска b матрицы (см. рис. 52); чем он меньше, тем меньшее требуется усилие прессования. Длина рабочего пояска, как это будет показано дальше, определяется свойствами металла и размерами изделия.
При прямом прессовании металл под большим давлением движется по стенке контейнера. Сильно сработанная поверхность контейнера препятствует движению металла, тем самым вызывая необходимость приложения дополнительного усилия. При хорошо отшлифованной поверхности контейнера требуемое усилие прессования значительно снижается.
Применение смазки, снижая требующееся усилие прессования, позволяет прессовать металл при более низкой температуре и с повышенными скоростями.
При обратном прессовании состояние поверхности контейнера не влияет на величину необходимого усилия.
Состояние поверхности слитков заметно сказывается на усилии прессования при работе с металлами и сплавами, которые сильно окисляются при нагревании. Например, при нагревании шашек из сплавов Л96 и мельхиора в атмосфере генераторного газа вследствие отсутствия на поверхности шашек толстого слоя окалины усилие прессования уменьшается на 20—30%.
Метод прессования. При обратном прессовании металла, поскольку трение между контактными поверхностями контейнера и слитка отсутствует, требуется меньшее усилие прессования, чем при прямом прессовании.
Для определения требующегося усилия прессования имеется несколько сравнительно сложных формул, опубликованных в специальной литературе. Фактическое же усилие, наблюдаемое при прессовании, можно определить по положению стрелки манометра, показывающей давление воды в главном цилиндре пресса. В то время как пресс бездействует, стрелка находится на нуле. В момент прессования она поднимается и держится в пределах давлений, обеспечивающих течение металла через матрицу.
Для подсчета усилия прессования необходимо номинальное усилие пресса разделить на наибольшее давление воды, на которое рассчитана установка, и полученный результат умножить на показание манометра в момент прессования:


где р — удельное давление, кГ/мм2;
P — усилие прессования, кГ;
F — площадь торцовой поверхности пресс-шайбы, мм2.
Наибольшие удельные давления, которые могут развивать прессы, зависят от их номинального усилия и от размеров контейнеров (табл. 13). При выборе размеров слитков необходимо учитывать наряду с обжатиями возможные удельные давления.
В случае обработки труднопрессуемых сплавов выбирают контейнеры меньшего диаметра, если только позволяют размеры готового изделия и обжатие получается достаточным, т. е. не меньше 85—90%. При обработке легкопрессуемых сплавов применяют более крупные контейнеры.
Возможность работать с большими удельными давлениями в ряде случаев позволяет прессовать слитки при более низких температурах, что благоприятно сказывается на качестве изделий.
Для нормальной работы прессового инструмента диаметр слитков берут таким, чтобы удельное давление не превышало 120 кГ/мм2. При более высоких давлениях расход инструмента значительно возрастает.

В заключение необходимо указать на некоторые противоречия, которые возникают между отдельными элементами технологии прессования. Действительно, чтобы уменьшить сопротивление деформации и снизить давление прессования, целесообразно было бы прессовать при более высоких температурах. Однако это влечет за собой увеличение брака по запрессовке окалины, вредно сказывается на стойкости инструмента и снижает скорость прессования. Низкая температура прессования позволяет получать изделия внешне хорошего качества, механические свойства которых иногда неоднородны по длине изделия. При низкой температуре возрастает давление на инструмент, поэтому он быстрее выходит из строя. Применение смазки снижает давление прессования, но иногда ее присутствие вызывает брак по пузырям, пленам и т. д.
Чтобы работать без брака, производительно и при минимальном расходе инструмента, бригада прессовщиков (а особенно аппаратчик) должна ясно представлять влияние условий прессования на конечные результаты работы и уметь правильно эти условия сочетать, не нарушая технологических инструкций.



