Как отремонтировать радиатор автомобиля с помощью холодной сварки? Подготовительный и основной этапы работы
Радиатор является одним из ключевых элементов системы охлаждения любого автомобиля. Поэтому в случае возникновения течи в данном устройстве автомобиль можно смело признавать неисправным. Из-за технического его расположения осуществить ремонт с помощью обычной сварки достаточно сложно. Именно по этой причине использование холодной сварки является одним из наиболее оптимальных вариантов для проведения ремонта.
Преимущества использования
Радиаторы автомобиля чаще всего изготавливаются из меди. Однако данный металл в плане осуществления ремонта с помощью традиционной сварки достаточно сложен, так как требует особых навыков при проведении ремонта в силу особенностей химического состава такого металла. Если же говорить о холодной сварке, то ее использование не требует каких-то особенностей при проведении ремонтов различных изделий.
Еще одним преимуществом, которое следует учитывать при проведении ремонтов с помощью холодной сварки радиаторов автомобилей, является то, что такой ремонт можно осуществить в достаточно короткие сроки, что, как правило, позволит осуществлять дальнейшую эксплуатацию автомобиля уже по истечении восьми часов после совершения такого ремонта.
Сам ремонт занимает ограниченное время, так как работать с холодной сваркой надо очень быстро ввиду быстрой полимеризации клеящего состава.
Что следует учитывать при выборе холодной сварки
К выбору холодной сварки для осуществления ремонта необходимо подходить очень тщательно, так как, в противном случае, ремонт может оказаться некачественным, в результате чего придется повторять все осуществленные ранее действия.
Так, при выборе холодной сварки следует учитывать следующие аспекты:
Технология ремонта
Если холодная сварка подобрана правильно с учетом указанных выше факторов, возможно осуществить ремонт радиатора в автомобиле. Выполнение данной процедуры происходит в два существенных этапа – подготовительный и основной.
Подготовительные работы
Подготовительный этап состоит из нескольких шагов:
Основной этап
Следующий этап – основной. На нем происходит непосредственно ремонт участка радиатора с течью. Произвести такой ремонт необходимо как можно быстрее, так как состав очень быстро теряет свои пластичные свойства. Ремонт осуществляется посредством нанесения холодной сварки на участок, на котором надо устранить течь. После того как состав был нанесен, может потребоваться наложение специального жгута или хомута для исключения контакта состава с окружающей средой до момента полной полимеризации. Однако в тех случаях, когда возможности наложения хомута нет, необходимо любым доступным способом изолировать место ремонта от воздействия окружающей среды, так как, в противном случае, качество выполненного ремонта может существенным образом пострадать.
Снятие жгута, хомута или иного изолирующего материала может быть осуществлено не ранее, чем через восемь часов после выполненного ремонта. Однако для того, чтобы место ремонта получило свою максимальную прочность, необходимо выдержать то время, которое указано в инструкции к конкретному клеящему составу.
Полная эксплуатационная возможность появляется у радиатора не ранее, чем через двадцать четыре часа, когда клеящий состав холодной сварки застынет полностью, что позволит заливать в сам радиатор воду или иные химические охлаждающие жидкости.
Меры безопасности
При работе с холодной сваркой следует помнить о том, что клеящий состав может быть токсичным, что делает обязательным использование перчаток для защиты кожных покровов от воздействия химических компонентов сварки. Кроме того, необходимо подготовить и емкость с водой, так как руки или поверхность перчаток придется постоянно смачивать – пластичная масса холодной сварки очень сильно прилипает к рукам или перчаткам, если их поверхности не смачивать водой.
Холодная сварка для батарей отопления – методы использования для оперативной заделки течи
Для оперативного ремонта батарей отопления согласно всем нормам и правилам в отопительный сезон должна выезжать аварийная бригада, такая «скорая помощь» для радиаторов. Но в жизни обычно эти правила действуют в редких случаях, в остальном приходится все делать самостоятельно и не надеяться на волшебника из ЖЭКа. А раз так, то в ход могут пойти самые разные методы даже самые невероятные, хотя холодная сварка для батарей отопления это не волшебство, а вполне реалистичный метод устранения течи.
Наиболее часто встречающиеся проблемы в чугунных радиаторах отопления
Прежде всего, необходимо очертить круг проблем, которые можно решить при помощи холодной сварки или клеящего состава при ремонте батарей отопления.
Традиционно самыми уязвимыми считаются чугунные батареи. Здесь многие проблемы заложены в самой конструкции и свойствах металла. Прежде всего, чугунное литье в отличие от стальных радиаторов или биметаллических батарей очень хрупкое. Да, чугун очень прочный, но одновременно и хрупкий материал – он способен выдерживать большое давление, при небольшом ударе может дать трещину.
Второй момент, это свойство чугуна – это пористый материал, что способствует образованию на внутренней поверхности кратеров и постепенному разрушению стенки.
Третье, при сборке современных радиаторов секции соединяются при помощи внутренних гаек-стяжек, а пространство между секциями обрабатывается специальным составом, который надежно цементирует соединение. В недавнем прошлом, для герметизации этих соединений использовался лен и железный сурик, что со временем приводило к нарушению герметичности соединения.
Так что исходя из вышеперечисленного наиболее часто встречаемые проблемы с чугунными радиаторами это:
Что касается других видов радиаторов, то подобные проблемы в них встречаются реже, здесь чаще всего причиной повреждения тела секции выступает коррозия металла или механическая деформация стенок при замерзании батареи, когда вода, замерзая, разрывает металл.
Холодная сварка – что это, применение для системы отопления
 Для склеивания различных материалов применяются клеи разного состава и назначения. Так для бумаги используется конторский клей и ПВА, в строительстве для поклейки обоев применяется синтетический клей с виниловыми наполнителями, для ремонта обуви – резиновый клей.
Для склеивания различных материалов применяются клеи разного состава и назначения. Так для бумаги используется конторский клей и ПВА, в строительстве для поклейки обоев применяется синтетический клей с виниловыми наполнителями, для ремонта обуви – резиновый клей.
Универсальных клеев, увы, пока не изобрели, но уже есть составы, которые способны надежно склеивать металл. Примером такого состава выступает холодная сварка.
В основе технологии холодной сварки лежит эпоксидный клей, состоящий эпоксидной смолы и отвердителя. В обычном состоянии это субстанция, напоминающая густую сметану, только желтого цвета, но при смешивании с отвердителем эпоксидная смола становится более жидкой и пригодна для нанесения на даже самые сложные поверхности. Этот момент длится относительно недолго – всего 10-15 минут, после чего смола начинает затвердевать, образуя прочное покрытие.
Преимуществом этой технологии выступает высокая прочность соединения за счет высокой адгезии вещества к поверхности склеиваемого металла и стойкость к агрессивным химическим материалам. Увы, есть и недостатки клей сам по себе может выдержать большое давление, но при механических воздействиях велика вероятность нарушения прочности соединения.
В предлагаемых на рынке составах холодной сварки для склеивания металла отвердитель и смола находятся не в жидком, а в пастообразном состоянии. Клей находится в стабильном состоянии и может долгое время храниться в упаковке. Он состоит из внутреннего слоя – состоящему из отвердителя, и наружному слою, в состав которого входит смола. Третьим компонентом, входящим в состав клея для склеивания металлов выступает сера или алюминиевая пудра, эти вещества играют роль катализатора реакции – при смешивании они разогреваются вследствие чего процесс затвердевания ускоряется, так что получается эффект сварки.
Вторым вариантом холодной сварки выступает традиционный двухкомпонентный клей на основе эпоксидной смолы – в тюбиках хранится смола и отвердитель. Для получения нужного количества необходимо смешать компоненты согласно инструкции и нанести на склеиваемые поверхности. Для получения более прочного соединения в состав добавляется алюминиевая пудра или бронзовый порошок.
Виды холодной сварки, используемые для ремонта чугунных батарей
 Для ремонта радиаторов отопления используется не все виды эпоксидных составов. Несмотря на общие недостатки, которые присущие для всех видов составов клея промышленность освоила выпуск нескольких составов, имеющих свою специализацию. Так есть смеси для ремонта пластика, металла, алюминия и склеивания дерева, есть универсальные составы. Для ремонта приборов отопления лучше всего подойдет смесь для склеивания черных металлов и стали или специальная композиция для ремонта батарей и стальных труб отопления.
Для ремонта радиаторов отопления используется не все виды эпоксидных составов. Несмотря на общие недостатки, которые присущие для всех видов составов клея промышленность освоила выпуск нескольких составов, имеющих свою специализацию. Так есть смеси для ремонта пластика, металла, алюминия и склеивания дерева, есть универсальные составы. Для ремонта приборов отопления лучше всего подойдет смесь для склеивания черных металлов и стали или специальная композиция для ремонта батарей и стальных труб отопления.
Холодная сварка для батарей отопления в отличие от других составов имеет свои особенности – она должна быть жаростойкой, быстро фиксироваться на металлической поверхности, образовывать покрытие, обладающее сходным с металлом коэффициентом линейного расширения. Простые или универсальные составы могут решить проблему заделки течи, но при этом, срок службы состава будет ограничен.
Еще одним моментом, который необходимо учитывать при выборе типа клея –это время схватывания. Если для сращивания деталей в нормальных условиях достаточно 3-4 часов, то при протечке батареи такого времени нет, здесь счет идет на минуты, поэтому, чем быстрее будет застывать заплата, тем лучше.
Как готовится состав для применения
 Готовая композиция холодной сварки при покупке упакована в герметичную упаковку. Снаружи – это тубус из пластика, а внутри контейнера в полиэтиленовой пленке находится отрезок клея. Для получения необходимого количества материала необходимо отрезать обычным ножом кусочек. Нарезка делается перпендикулярно осевой, это один из важных моментов. Дело в том, что состав клея при изготовлении дозируется так, чтобы при отрезании перпендикулярно осевой линии соотношения смолы и отвердителя было всегда одинаковым.
Готовая композиция холодной сварки при покупке упакована в герметичную упаковку. Снаружи – это тубус из пластика, а внутри контейнера в полиэтиленовой пленке находится отрезок клея. Для получения необходимого количества материала необходимо отрезать обычным ножом кусочек. Нарезка делается перпендикулярно осевой, это один из важных моментов. Дело в том, что состав клея при изготовлении дозируется так, чтобы при отрезании перпендикулярно осевой линии соотношения смолы и отвердителя было всегда одинаковым.
После получения необходимого количества клея оставшийся состав заматывается пленкой и прячется в контейнер. А часть необходимая для работы тщательно разминается до однородного состояния. Делается это интенсивно, так чтобы тщательно перемешались все составляющие части, и масса стала однородной.
В приготовлении композиции изначально используется сера, в процессе перемешивания она равномерно распределяется по объему клея и вступает в химическую реакцию, из-за чего температура значительно повышается. В таком размытом состоянии клей может находиться от 2 до 10 минут. По истечении этого времени холодная сварка для батарей отопления начинает застывать.
Особенности подготовки поверхности для нанесения клеящего состава
Применение клеящего состава на основе эпоксидной смолы требует выполнения ряда условий относительно подготовки поверхности к склеиванию. Прежде всего, это чистота поверхности. Холодная сварка отлично ложится на металлические поверхности и при нахождении в ее составе металлической пудры образует прочное соединение, которое впоследствии образует еще и диффузное соединение. Но для того чтобы пластичная масса равномерно наносилась на поверхность металла необходимо сделать его подготовку.
При подготовке необходимо:
В списке операций нет операций второстепенных, все они важны для правильного склеивания поверхностей. Правда, на обезжиривании стоит остановиться более детально. При механической обработке точку ремонта батареи в шероховатости металла попадает пыль и другие частицы, например остатки краски. Для того чтобы клей максимально плотно прилегал к металлу место дополнительно обезжиривается, так, чтобы на поверхность была максимально чистой. Эта операция позволит избежать образования на металле жировой пленки, которая после высыхания холодной сварки будет образовывать полость, в которую будет просачиваться вода.
Постоянное гидравлическое давление и температурные колебания довольно быстро расширят площадь полости, и теплоноситель снова начнет просачиваться наружу.
Методы ремонта чугунных радиаторов холодной сваркой
 Перед началом описания методов ремонта батареи холодной сваркой необходимо отметить, что холодная сварка это временное средство для устранения отдельной течи. Заделанная течь на сварке может простоять при нормальном обращении и несколько сезонов, но отремонтировать батарею нормально можно только разобрав ее и заменив поломанную секцию новой.
Перед началом описания методов ремонта батареи холодной сваркой необходимо отметить, что холодная сварка это временное средство для устранения отдельной течи. Заделанная течь на сварке может простоять при нормальном обращении и несколько сезонов, но отремонтировать батарею нормально можно только разобрав ее и заменив поломанную секцию новой.
Еще один момент, на который нужно обратить внимание это на размеры заплаты и возможность ремонта разных повреждений. Если в секции образовалась течь небольших размеров, то с таким заданием холодная сварка справится быстро и качественно. Другое дело, когда в металле образовалась большая брешь, здесь придется использовать дополнительное усиление – кроме первого слоя, нанесенного холодной сваркой придется использовать жидкий клей и делать бандаж. И самый сложный случай, это когда от удара откалывается целый фрагмент металла. Такой ремонт холодной сварке не под силу, здесь сразу нужно перекрывать подачу теплоносителя и вызывать ремонтную бригаду.
Ремонт небольших по размеру протечек на вертикальной поверхности секции
Если течь образовалась на наружной или внутренней поверхности секции и размеры трещины не превышают 1-2 см по длине для работы понадобится, кроме холодной сварки еще и щетка по металлу, наждачная бумага 100 и 200 зернистостью и растворитель для красок или спирт.
Перед началом работ перекрывается подача и отвод теплоносителя к батарее и по возможности спускается с нее вода.
Щеткой по металлу счищается краска на расстоянии 1-1,5 см в обе стороны от трещины. После этого сначала наждачной бумагой 100 зернистости, а после 200 делается зачистка так, чтобы на месте будущей заплаты было зачищено пятно до чистого металла.
После этого подготавливается клей и обезжиривается поверхность радиатора. Холодная сварка для батареи отопления наносится на поверхность заплаты так, чтобы между очищенным металлом и краской на поверхности батареи был зазор 1-2 мм.
После нанесения клея он активно прижимается и оставляется для кристаллизации на время указанное в инструкции.
Ремонт течи в местах соединений секций радиатора
 Этот случай ремонта позволяет обеспечить более высокое качество заделки течи. Дело в том, что ремонт труб и цилиндрических поверхностей легче, чем заделывать трещину на плоской поверхности. В этом случае кроме обычной пластичной массы в дальнейшем можно использовать двухкомпонентный клей с дополнительным бандажом для повышения прочности соединения.
Этот случай ремонта позволяет обеспечить более высокое качество заделки течи. Дело в том, что ремонт труб и цилиндрических поверхностей легче, чем заделывать трещину на плоской поверхности. В этом случае кроме обычной пластичной массы в дальнейшем можно использовать двухкомпонентный клей с дополнительным бандажом для повышения прочности соединения.
При ремонте места соединения секций очищается не только место течи, а вся окружность места соединения. Дело в том, что неправильно сделанное соединение секций при уже имеющейся течи, в дальнейшем будет пропускать теплоноситель по всей окружности, поскольку механическая герметичность в нем нарушена.
Последовательность действий здесь следующая:
Ремонт протечек в гайках и сгонах
 Для ремонта в этих местах обычно используется пластичная холодная сварка для батарей отопления. Как и в предыдущих случаях, место течи очищается от краски до металла. При очистке рекомендуется удалить часть пакли из соединения на глубину 1-1,5 мм, это даст возможность усилить место склеивания холодной сваркой.
Для ремонта в этих местах обычно используется пластичная холодная сварка для батарей отопления. Как и в предыдущих случаях, место течи очищается от краски до металла. При очистке рекомендуется удалить часть пакли из соединения на глубину 1-1,5 мм, это даст возможность усилить место склеивания холодной сваркой.
После очистки и обезжиривания процесс приготовления и нанесения холодной сварки идентичен ранее описанным случаям.
Таким образом, холодная сварка на сегодняшний день оптимальное средство для временного ремонта чугунных батарей отопления.
Как запаять алюминиевый радиатор
Автомобильные алюминиевые радиаторы системы охлаждения, АКПП и кондиционера из-за своего местоположения часто разгерметизируются из-за механических повреждений. При этом алюминий плохо поддается пайке и сварке из-за плотной оксидной пленки на поверхности, которую трудно удалить механическим методом или нагревом. Слой окисла препятствует адгезии припоя с металлом, поэтому при нарушении технологии он легко отделяется и вновь образуется течь. В этой статье расскажем, как можно запаять радиатор охлаждения из алюминия самостоятельно, какие инструменты, флюсы и припои лучше подойдут для этой цели.
Как можно запаять алюминиевый радиатор
Перед тем, как запаять алюминиевый радиатор в домашних условиях, стоит выбрать подходящую технологию ремонта. Существует четыре основных метода восстановления охладительного контура:
Основные особенности каждого метода ремонта описаны ниже в таблице.
Технологии пайки алюминиевого радиатора: особенности
| Метод пайки | В каких случаях применяется метод | Как долго служит такая пайка |
|---|---|---|
| Паяльник или газовая горелка | Небольшие (до 1 мм в поперечнике) трещины и сколы | Средний срок службы до 1–2 лет |
| Небольшие и средние трещины, сколы | ||
| Аргонодуговая сварка | Практически любые дефекты, к местам расположения которых можно подобраться горелкой | Очень долговечная, почти как заводская (до 10 лет и больше) |
| Химическая пайка (эпоксидная смола или сухая сварка) | Небольшие и средние трещины и пробоины. Применяется, если нет паяльного снаряжения или дефект в труднодоступном месте, куда не подлезть ни паяльником, ни горелкой. | От 1–2 лет при использовании универсальных клеев, до 5 лет – при применении спецсоставов для алюминия. |
| Композитное восстановление | Крупные пробоины снизу, вверху или по бокам радиатора, большие сколы на трубках сот. | От 1–2 лет при использовании универсальных полимеров, около 5 лет – со специальными составами для алюминия. |
Пайка своими руками паяльником/горелкой
Пайка радиатора паяльником
Пайка алюминиевого радиатора паяльником или газовой горелкой позволяет герметизировать трещины и пробоины до 1–2 мм, легко осуществляется в домашних условиях, но не дает долговечного результата.
В процессе пайки флюс разъедает слой окислов и препятствует образованию нового. Расплавленный металл припоя проникает в микрорельеф, взаимодействуя с атомами алюминия, но единой кристаллической структуры с ними, как при сварке, не образует. Из-за этого соединение, несмотря на относительно высокую прочность, остается неоднородным. Так как соединение разнородных металлов не восстанавливает прочность на 100%, под действием перепадов температур, вибраций и других механических нагрузок соединение со временем деградирует.
Химическая пайка
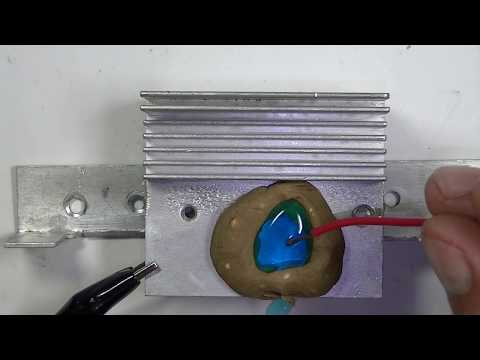
Использование холодной сварки
Альтернатива пайке алюминиевого радиатора, легко осуществимая в домашних условиях – химическое восстановление. В данном случае не требуется паяльное оборудование, а для герметизации отверстия используется полимерный материал. Это может быть эпоксидная или полиэфирная смола, либо «холодная сварка» – двухкомпонентный клей для металла. Метод работает для небольших трещин и дыр, позволяет быстро устранить течь без специнструмента, но недолговечен.
Полимерные клеящие составы не вступают в прямую реакцию с металлом, но за счет хорошего заполнения проникают в микрорельеф восстанавливаемого участка и образуют прочное зацепление после полимеризации.
Композитное наращивание
Ремонт большого отверстия композитным наращиванием
Разновидностью химического ремонта является композитное наращивание. Оно помогает заделать большие отверстия (до десятков миллиметров), например, восстановить пробитый нижний или верхний бачок. Подготовка поверхности осуществляется так же, как и при обычной заклейке, но в ходе ремонта дополнительно используется армирующий материал. Это может быть стекломат или стеклоткань (плотность от 300), углеткань, базальтовое полотно. В ходе ремонта вырезается фрагмент армирующего полотна, который пропитывается клеевым составом и укладывается на отверстие, чтобы полностью перекрыть его.
При выборе полимера для восстановления радиатора из алюминия важно выбирать материал со сравнимым коэффициентом температурного расширения. Это составы вроде «Эпокси металл – Момент», Abro Steel, Novol Plus 710 и другие полимеры, которые рассчитаны на алюминиевые поверхности.
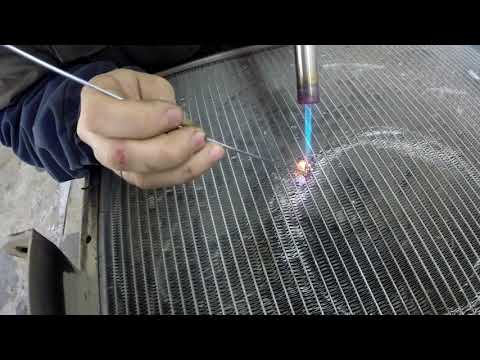
Сварка аргоном
Ремонт автомобильного радиатора с помощью аргоновой сварки
Самый надежный способ восстановления алюминиевого радиатора – сварка в среде защитного газа. Аргонодуговая сварка (TIG) позволяет устранить дефекты любого типа и площади при наличии доступа к поврежденному участку.
Недостаток технологии заключается в сложности и высокой стоимости: к некоторым дефектам сложно подобраться горелкой сварочного аппарата, в особенности человеку без опыта такой способ не доступен. Стоимость аппарата для TIG-сварки начального уровня – от 10 000 рублей. Поэтому, если есть возможность, лучше отдать специалисту – заварить алюминиевый радиатор аргоном стоит в среднем около 2000 рублей. Точная цена напрямую зависит от площади повреждений – стоимость сварки 1 кв. см – порядка 700 рублей.
Чем паяются алюминиевые соты на радиаторах
Вариантов, чем можно запаять алюминиевый радиатор автомобиля, достаточно много. Достаточно эффективными средствами являются:

Ремонт сот радиатора с припоем и газовой горелкой: видео
Готовый флюс для алюминия SF-OR/AL-19
Как запаять алюминиевую трубку радиатора: основные виды флюсов и припоев
Можно ли запаять алюминиевый радиатор самостоятельно?
Чтобы запаять алюминиевый радиатор автомобиля своими руками, потребуются:
Подготовив все инструменты, нужно слить ОЖ, демонтировать радиатор, расположить его на столе и приступать к работам:
Как запаять алюминиевый радиатор — припой filalu 1192 nc: видео
*Если используется припой по алюминию с флюсом (вроде Filalu 1192 NC) – предварительно наносить флюс в зоне пайки не обязательно. При использовании кислотных флюсов их остатки после ремонта надо смыть, используя жидкость для смывки флюса или водный раствор соды 5–10%.
Для предотвращения образования оксидного слоя можно использовать гальваническое омеднение ремонтируемой поверхности. Так как медь лудится намного проще алюминия, тонкая ее пленка позволит добиться лучшей адгезии припоя. Для пайки автомобильного радиатора с меднением понадобятся:
Пайка автомобильного алюминиевого радиатора с меднением производится в таком порядке:
Как запаять алюминиевый радиатор автомобиля с меднением: видео
При использовании химической пайки (холодная сварка, клей по металлу, эпоксидная или ПЭ-смола) порядок действий следующий:
Нюансы пайки различных радиаторов
Все радиаторы (основной, масляный, печки, кондиционера) имеют единый принцип устройства и представляют сетку из трубок, соединенных с ребрами охлаждения. Но работают они с разными веществами, в разных условиях, поэтому отличаются нюансами конструкции и требуют разного подхода к ремонту:
В каких случаях пайка алюминиевого радиатора бессмысленна
Можно ли запаять алюминиевый радиатор автомобиля самому паяльником, зависит от характера и степени его повреждений. Если дефекты значительные или расположены в неудобных местах, восстановительный ремонт нецелесообразен и лучше заменить поврежденную деталь на новую. Можно перечислить следующие случаи, когда нельзя запаять алюминиевый радиатор:
Значительные загрязнения радиатора почти невозможно почистить
В случае если одна трубка имеет значительные дефекты, не позволяющие нормально ее запаять, трубку можно вообще исключить из контура. Для этого ее нужно аккуратно обрезать в местах перехода в бачки (снизу и сверху или слева и справа), после чего запаять образовавшиеся щели, как показано на видео.
Исключение одной трубки из контура немного снизит общую эффективность радиатора (пропорционально количеству трубок: если их 20 – примерно на 5%, если 10 – на 10%), но при этом можно добиться качественного заполнения щели припоем и надежной герметизации.
Частые вопросы
Насколько безопасно запаять алюминиевый радиатор интеркулера?
Пробитый интеркулер лучше всего заварить аргоном. Запаять его тоже можно, но при этом следует соблюдать технологию пайки. Если припой отслоится – возникнет подсос воздуха, который вреден для мотора, а его выявить сложнее, чем течь антифриза.
Можно ли запаять радиатор без демонтажа?
Если к поврежденному участку можно подобраться – можно обойтись и без снятия радиатора, при условии что не придется работать с открытым огнем. Но, так как на современных авто компоновка плотная, обычно радиатор приходится снимать. Это удобнее и безопаснее.
Постоянно слетает олово с радиатора, как запаять?
Если припой не держится на поверхности детали – попробуйте более тщательно обработать участок и используйте другой флюс.
Аргон при сварке прожигает радиатор — что делать?
Если сварка прожигает металл радиатора – попробуйте:
Чем заклеить дырку в алюминиевом радиаторе?
Заклеить пробоину в радиаторе можно двухкомпонентными полимерами, такими как полиэфирная или эпоксидная смола, холодная сварка. Большие дыры армируются стекломатом, стекловолоконной, базальтовой или карбоновой тканью.



