Сварка ПВХ тканей
Из синтетических ПВХ нитей изготавливают различные виды тканей разнообразных сортов и характеристик. Вариантов применения этих материалов множество. Из таких тканей изготавливают спецодежду и спортивные костюмы, аксессуары для туризма, занавески для ванной комнаты, выполняют обивку мебели. Холсты повышенной плотности и большей толщины используют для монтажа палаток и тентов, которые размещаются в торговых павильонах и рынках. Из некоторых видов ПВХ материалов изготавливают рекламные щиты. Они прекрасно смотрятся, отлично украшаются пленками, фотопечатью. Остатки ПВХ тканей соединяют между собой или применяют для более крепкого скрепления сварку.
Преимущества материалов из винила
Для шитья обыкновенных изделий из ПВХ материалов применяют швейные машинки. При производстве рекламных щитов, палаток необходима сварка тканей. Это единственный способ получить отличное изделие.
Способ сварки синтетического материала ПВХ всецело зависит от толщины материала и его предназначения. Различают два способа соединения материалов:
Автоматическую аппаратуру, способную сваривать длинные швы, производят некоторые европейские фирмы, представительства которых также находятся в России. Ручной способ используют, если необходимо соединить маленькие кусочки ПВХ ткани. Каждый способ использует специальные технологии.
Автоматические методы
Соединение плотной ткани происходит с применением токов высокой частотности. Этот метод требует наличия специальных генераторов тока с необходимыми значениями частот. Станок для сварки ТВЧ очень большой, работает в автоматическом режиме с огромным КПД, цена его не маленькая. Этот способ применяется, как правило, на определенных видах производств.
Обычно используют оборудование для сварки ПВХ горячим потоком воздуха. В данном случае в первую очередь необходимо расплавить ПВХ и прижать полотна плотно друг к другу.
Известны некоторые модели оборудования, например, фирмы Leister. Ролики прессуют место будущего шва, вмонтированное сопло подает горячую струю. Сварка длится быстро с появлением крепкого шва. Специалист только отслеживает направление движения аппарата. Автомат контролирует изменения температуры, мощность работы пресса в электронном режиме. Сварщику необходимы минимальные знания для выбора необходимых параметров настройки оборудования для сварки ПВХ тканей.
Большинство фирм, к примеру, RiverFord, продают относительно дешевые, комфортные в работе станки. Нагревательный элемент изготовлен компанией Leister. В принципе можно использовать фен и другого производителя. Степень пресса полотен корректируется механизмами трех типов. Станок может отлично передвигаться на роликах и использоваться для соединения швов различной формы.
Устройства для ручной работы
Многие специалисты любят выполнять работу ручным методом. На место соединения тканей устремляют горячий воздушный поток феном для сварки. После расплавления феном шов прессуют особенным валиком. Появившийся монолитный стык воздухонепроницаем и не заметен глазу, хотя имеет большую толщину, чем другая часть полотен. Разница в плотности ПВХ тканей не заметна, если только при прикосновении к ней.
Когда нужно добиться выполнить шов встык, используют иной способ сварки. В этом случае между краями помещают прут или стержень присадочного материала, изготовленного из ПВХ. На поверхность ткани направляют горячий воздух, швы соединяются в единое целое.
Комфортно применять в данной работе ручной экструдер. Он содержит сопло для извлечения нагретой воздушной массы и блок, подающий присадку. Ручные сварочные экструдеры дополнены регуляторами температуры, скорости подачи присадочного прута и воздушного потока. Различные серии экструдеров разнятся по силе воздействия на ткань, диаметру ПВХ присадки, существованием вспомогательных функций, стоимости.
Свойства баннеров
При покупке оборудования для сварки баннера, нужно понимать специфику дальнейшей обработки полотна. Баннерные холсты, применяемые для создания рекламной продукции, имеют ряд специфических свойств. Они подходят для последующего нанесения печати, самоклеющейся пленки, состоят из другого плетения ПВХ ткани, для работы с ними необходим опыт и знания. При покупке сварочного аппарата, узнайте у специалиста, подходит ли он для самостоятельной работы.
Особенности швейного производства: ниточные, клеевые и сварные соединения
Современные фабрики по пошиву одежды, специализирующиеся на массовом выпуске тех или иных изделий, работают по поточному принципу. Суть подобной организации производства состоит в том, что процесс разделяется на ряд последовательных операций. И одной из ключевых операций является соединение швейных деталей, для чего используется три основных метода: ниточный, клеевой и сварной. Рассмотрим особенности, плюсы и минусы перечисленных методов соединения элементов швейных изделий.
Ниточные швейные соединения
Это традиционный и наиболее распространенный метод, при котором производство швейной одежды осуществляется с помощью ниточных швов, стежков и строчек. К преимуществам ниточного соединения можно отнести: универсальность, прочность, эластичность, эстетичный внешний вид и возможность использования в производстве изделий различной сложности. Есть также и минусы: большой расход ниток при производстве некоторых изделий (пошив рубашек, платьев, пиджаков, брюк), существенные трудозатраты и обрывность ниток (уменьшает производительность).
По способу исполнения швы разделяют на машинные и ручные. Существуют различные виды швов, которые могут отличаться такими характеристиками, как внешний вид, частота и ширина стежков, шаг строчек. Выбор тех или иных видов швов для производства конкретных изделий осуществляется на основе нескольких параметров. Это внешний вид, от которого будет зависеть эстетическое оформление изделия, прочность и выносливость, количество слоев в шве (толщина) и расположение тканей в шве. Ключевые из перечисленных параметров регламентируются соответствующими ГОСТами.
В процессе эксплуатации швейных изделий швы подвергаются многочисленным воздействиям: изгибы и растяжения, атмосферные воздействия, стирка и глажка, химическая обработка во время чистки и т.д. Эксплуатационные особенности тех или иных швейных товаров, а также характеристики соединяемых тканей и ниток, также учитываются при выборе ниточных швов.
Клеевые швейные соединения
В настоящее время нередко при соединении деталей швейных изделий используются специальные виды клеев. Как правило, это высокомолекулярные соединения, используемые в виде растворов, порошков, расплавов, клеевых прокладочных материалов, пленок. Главное преимущество клеевых соединений в сравнении с ниточными – значительное снижение трудоемкости швейного производства, что позволяет ощутимо поднять производительность труда.
Эксплуатационные характеристики клеевых соединений при изготовлении швейной продукции зависят от нескольких факторов. Прежде всего, это свойства того или иного клея, особенности соединяемых тканей, используемые режимы склеивания. Основные показатели, на которые ориентируются производители, – прочность, устойчивость к атмосферным воздействиям, жесткость, стойкость к химической чистке и к мыльно-содовым растворам.
Прочность и жесткость клеевых соединений учитывается, исходя из типа предполагаемых нагрузок и возможных деформаций швов – расслаивания или сдвига. Оптимальный вариант использования соединений на основе клея – при нагрузках на сдвиг: по этой характеристике они превосходят ниточные соединения. При нагрузках на расслаивание – напротив, клеевые соединения не используются.
Основным фактором, влияющим на долговечность клеевых швов в швейных изделиях, является количество стирок. Дело в том, что воздействие раствора мыльной горячей воды может значительно ослаблять прочность соединений на основе клея. Оптимальную устойчивость в этом плане демонстрируют клеевые швы на базе полиэтилена. Поэтому полиэтиленовые пленки считаются наиболее приемлемым материалом для склеивания швейных изделий, которые часто подвергаются стиркам (сорочки, белье и т.д.).
Также на прочность и долговечность клеевых швов оказывают влияние различные факторы, связанные с процессом эксплуатации (влага, дождь, кислород, ультрафиолет). Данные факторы ускоряют старение высокомолекулярной органики, из которой состоит клей, результатом чего становится постепенная потеря прочности и эластичности шва. Считается, что клеевые швы удовлетворяют предъявляемым к таким соединениям требованиям, если у них не происходит заметного изменения свойств в течение 3-5 лет (типичный срок носки).
Сварные швейные соединения
Ключевая особенность сварных швейных швов – отсутствие необходимости в применении дополнительных материалов. Процесс соединения двух деталей происходит путем перевода материалов в «вязкотекучее» состояние с помощью определенных источников энергии. При этом макромолекулы в полимерных тканях получают способность передвигаться в пограничных слоях, смешиваясь с таким же полимером, а после охлаждения происходит фиксация шва. Данный процесс может происходить как под давлением, так и без него.
Активное развитие сварных швейных соединений вызвано растущим применением в швейной промышленности современных термопластичных материалов, а также появлением технологичного оборудования для «сварки» тканей. Использование таких соединений позволяет улучшать качество и дизайн одежды, повышать производительность труда, экономить материалы и затраты. Кроме того, по основным характеристикам сварные соединения не уступают ниточным: они эстетичны и красивы, герметичны, имеют минимальную толщину. В настоящее время применение сварной методики считается одним из наиболее прогрессивных и перспективных направлений развития швейной промышленности.
С помощью сварных соединений выполняются швейные изделия из материалов с пленочным покрытием, из тканей и трикотажа, состоящих на 65% и более из термопластичных волокон. При этом существует три способа для сварки швейных элементов: термоконтактный, ультразвуковой и высокочастотный.
Термоконтактная сварка тканей
Сварка швейных швов в данном случае производится с помощью воздействия на материалы высокой температуры и их дальнейшего спрессовывания. Частным примером является термоимпульсная сварка, где для перевода материалов в вязкотекучее состояние используются металлические пластины, нагреваемые с помощью импульсов тока. Далее тепло отводится от пластин и готовый шов остывает.
Ультразвуковая сварка тканей
Ультразвуковая методика сваривания тканей основана на преобразовании ультразвуковых колебаний в механические колебания сварочных плоскостей аппарата, что сопровождается выделением тепла. Данный метод хорош для склеивания тканей с низкой теплопроводностью, которые сложно соединить другими способами сварки.
Высокочастотная сварка тканей
Метод высокочастотной сварки основан на генерации тепла внутри свариваемых тканей с помощью высокочастотного поля. Данный процесс производится под давлением, для чего используется точечное (роликовое ) воздействие или параллельное (пресс).
Сварка ПВХ ткани: баннера, тента
Технология свари ПВХ-ткани основана на свойстве поливинилхлорида плавиться под действием сравнительно невысокой температуры. Швы получаются герметичными и по прочности равны основному материалу. Для работы не нужна профессиональная подготовка или сложное оборудование. Например, сварка тентов из ПВХ-полотен может проводиться в домашних условиях даже на самодельном аппарате.

Область применения ПВХ-тканей
Этот материал повсеместно применяют на производстве и в быту при изготовлении:
Какими достоинствами обладают
Повсеместное распространение ПВХ-ткани стало возможным благодаря ряду преимуществ:
Технология сварки
Для соединения полотен ПВХ-тканей в основном применяется ручная или автоматическая сварка горячим воздухом, нагретом до 700⁰C. При более высокой температуре пластик будет разлагаться.
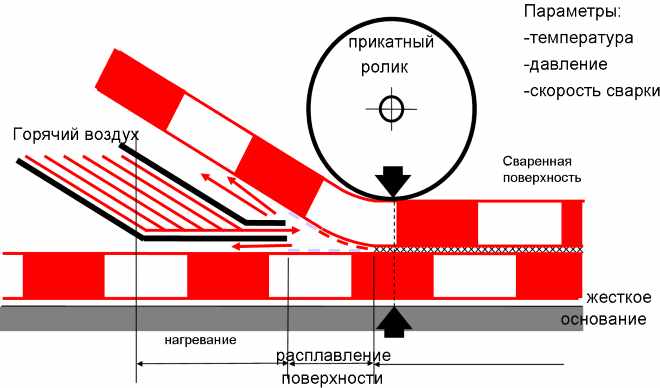
Тонкую ткань сваривают внахлест, накладывая края один на другой. Струю горячего воздуха направляют между ними. Когда поверхности расплавятся, место соединения разглаживают валиком с тефлоновым или силиконовым покрытием, чтобы расплавленный материал не прилипал к нему. Для повышения прочности конструкции, например, при сварке баннера большого размера, полотна соединяют широкими швами в два этапа. Начинают с формирования внутреннего шва на расстоянии 1,5 — 2 см от края, затем обрабатывают зазор. Толщина монолитного соединения немного больше, чем у основного материала, но визуально не заметна.
Для сварки толстых ПВХ-тканей встык используют присадочный материал в виде прутка из поливинилхлорида. Его размещают между кромками полотен. Диаметр прутка выбирают в зависимости от толщины ткани, конфигурации шва. Для равномерного проваривания между краями полотен оставляют зазор 1 мм. Поток нагретого воздуха продвигают вдоль стыка с поперечными движениями, добиваясь равномерного плавления кромок и присадки. Скорость сварки зависит от температуры воздушной струи, диаметра прутка. Для ускорения процесса ткань и пруток предварительно нагревают.
В зависимости от назначения виды ПВХ-ткани отличаются по способу и плотности плетения, толщиной покрытия, которое наносится на одну или обе стороны, типом пластификатора. Поэтому перед работой рекомендуется сделать пробу на ненужных отрезках, чтобы правильно выбрать способ и параметры сварки.
Применяемое оборудование
В зависимости от объема и условий работы соединение ПВХ-полотен проводят на автоматическом или ручном оборудовании. У обоих видов есть достоинства и недостатки. У автоматического оборудования выше производительность и качество сварки. Ручные устройства незаменимы при работе в углах, местах примыкания, выполнении вертикальных соединений.

При массовом производстве, если требуется высочайшее качество соединений, сварку тентовой ткани всех видов проводят на установках с нагревом токами высокой частоты. Работа происходит в автоматическом режиме с минимальным участием оператора. Из-за высокой цены, большого веса и размеров ТВЧ станки используют только на промышленных предприятиях.
У автоматических станков для сварки ПВХ-ткани горячим воздухом сфера применения значительно шире. Они могут сваривать швы сложной конфигурации, продвигаясь на роликах вдоль стыка. Качество соединения зависит от температуры наружного и подаваемого на стык воздуха. Аппараты автоматически поддерживают температуру на заданном уровне, а также величину давления прижимных роликов.
Сварку проводят в следующем порядке:
Участки, недоступные для сварки аппаратом, допускается дорабатывать строительным феном. В обязанности оператора входит предварительная настройка, корректировка при необходимости траектории движения. При нагреве соединение может немного дымить.
Специальные ручные фены для сварки ПВХ-ткани называют экструдерами. На большинстве моделей установлены блоки с изменяемой скоростью подачи присадочного прутка и регулятором температуры. Цена экструдеров зависит от величины мощности, диаметра прутка, дополнительных функций.
При покупке аппарата для сварки баннерной ткани нужно учитывать особенности финишного оформления полотна. Для качественного нанесения печати или самоклеящейся пленки ткань изготавливают с иным плетением нитей. Поэтому сборку конструкции выполняют специальными приемами сварки. Чтобы не ошибиться с выбором, необходимо проконсультироваться с продавцом о пригодности аппарата для изготовления рекламных баннеров.
Независимо от выбора оборудования, следует помнить и соблюдать правила техники безопасности!
Низкая цена оборудования и простая технология позволили индивидуальным предпринимателям открывать мастерские по ремонту и изготовлению изделий из ПВХ-ткани. Самым популярным стал малый бизнес по производству рекламной продукции.
Характеристика способов сваривания деталей одежды

1. ХАРАКТЕРИСТИКА СПОСОБОВ СВАРИВАНИЯ ДЕТАЛЕЙ ОДЕЖДЫ 3
2. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ РАЗЛИЧНЫХ СПОСОБОВ ОБРАБОТКИ И СБОРКИ БОРТОВ. ПУТИ СОВЕРШЕНСТВОВАНИЯ ПРОЦЕССА 7
3. НАПРАВЛЕНИЕ СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИЧЕСКОГО КОНТРОЛЯ КАЧЕСТВА ШВЕЙНЫХ ИЗДЕЛИЙ 14
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА 16
1. ХАРАКТЕРИСТИКА СПОСОБОВ СВАРИВАНИЯ ДЕТАЛЕЙ ОДЕЖДЫ
Одной из особенностей синтетических материалов является термопластичность. На использовании этого свойства основан метод безниточного соединения деталей одежды — сварка. Сваркой называют процесс соединения двух или нескольких деталей из термопластичных материалов под действием тепла и давления. Сварной шов образуется без применения какого-либо постороннего вещества. Этим сварка и отличается от склеивания.
Сварка термопластичных материалов представляет собой сложный процесс, зависящий от химической природы и физического состояния материала, температуры, способа сварки. В швейной промышленности находят практическое применение в основном три способа: термоконтактный, высокочастотный и ультразвуковой. Сваркой изготовляют изделия из пленочных материалов, из полиамидных и других химических волокон, а также материалов с покрытием.
При термоконтактной сварке место соединения термопластичных материалов нагревают до температуры их размягчения путем непосредственного контакта с нагревателем; после охлаждения на месте размягчения материалов образуется сварной шов. Термоконтактную сварку можно выполнять ручным или механизированным способом. При ручном способе применяют электроутюги, электропаяльники или нагреваемые ролики. Ручной способ непроизводителен и не позволяет достаточно точно выдержать технологические режимы сварки. При механизированном способе используют машины типа стачивающих швейных, нагревательным элементом которых является ролик или клин.
Высокочастотная сварка осуществляется в поле высокой частоты при помощи электродов, одновременно являющихся зажимами для свариваемых деталей. При высокочастотной сварке термопластичные материалы подвергаются равномерному внутреннему прогреву по всей толщине. Этот метод высокопроизводителен.
Существует два метода высокочастотной сварки: параллельный (на прессе) и последовательный (точечный или роликовый). При параллельном методе детали 3 (рис. 1, а) сваривают на прессе, контактные поверхности которого являются электродами 2, подключенными к высокочастотному генератору 1. Верхний электрод соответствует по форме контурам выполняемых швов. Сварочные агрегаты для последовательного метода сварки построены по принципу швейных машин. Свариваемые материалы 3 (рис. 1, б) перемещаются между двумя подвижными электродами (роликами) 2, подключенными к генератору 1.
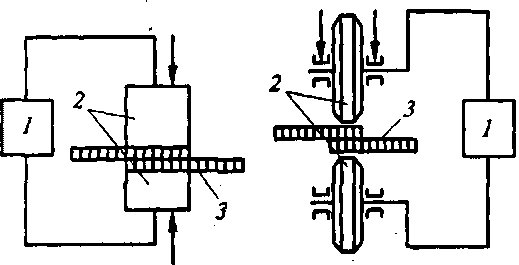
Рисунок 1. Схемы параллельного (а) и последовательного (б) методов высокочастотной сварки
При ультразвуковой сварке термопластичный материал подвергается воздействию ультразвуковых колебаний и одновременно давлению, создаваемому металлическими излучателями, которые преобразуют электрические колебания в механические.
Под воздействием ультразвуковых колебаний свариваемые поверхности термопластичных материалов нагреваются до вязкотекучего состояния и свариваются.
Сварку ультразвуком применяют в основном для соединения тканей и трикотажных полотен, содержащих термопластичные волокна из полиэтилена, полиамида и полиэтилентерефталата.
Методом сварки можно получать швы различной конструкции: соединительные, краевые вподгибку и комбинированные. Основными требованиями к сварным соединениям являются прочность на сдвиг и расслаивание, простота конструкции и соединения. Этим требованиям в наибольшей степени отвечают сварной накладной шов с открытым или закрытым срезом и шов вподгибку с открытым срезом.
Сварной накладной шов с открытым срезом работает на сдвиг, обеспечивая во всех случаях высокую прочность. Его целесообразно применять в однородных материалах типа пленочных. Прочность соединения обеспечивается одной линией сварки шириной 0,2. 0,3 см. В материалах с покрытием этот шов работает как на сдвиг, так и на расслаивание, поэтому прочность шва больше при расположении его поперек нитей основы. Ширина шва 0,1 см. Водостойкость сварного накладного шва зависит от специальной пропитки ткани.
Сварной накладной шов с закрытым срезом работает одновременно на сдвиг и на расслаивание. Этот шов обеспечивает соединение более высокого качества и может быть использован на любых участках одежды из материалов с термопластичным покрытием. Ширина шва со стороны верхней детали 0,1 см, нижней — 1,5 см. Шов практически водонепроницаемый.
Сварной стачной шов работает на расслаивание. Прочность такого шва ниже прочности других швов. Его целесообразно применять там, где необходима водонепроницаемость и не требуется высокой прочности шва на разрыв.
Сварной шов вподгибку с открытым срезом применяют главным образом для пленочных материалов при обработке краев деталей.
По прочности только стачные сварные швы уступают ниточным. По жесткости сварные швы обладают свойствами, присущими обрабатываемому материалу. В целом же сварка открывает широкие возможности для механизации и автоматизации швейного производства при изготовлении одежды из синтетических материалов. Сварные соединения деталей из термопластичных материалов могут быть выполнены различными методами, применение которых определяется в первую очередь свойствами свариваемого материала, требованиями к прочности и внешнему виду сварных соединений.
В настоящее время сварку полимерных материалов осуществляют с нагревом зоны соединения. В зависимости от нагрева способы сварки могут быть с экзотермическим и эндотермическим нагревом. К первому виду относятся способы сварки, в которых теплота передается к свариваемым поверхностям путем конвекции, теплопроводности и частично лучеиспускания. Ко второму виду относятся способы сварки, при которых теплота генерируется внутри материала вследствие преобразования различных видов энергии.
В зависимости от применяемых источников нагрева экзотермические способы сварки могут быть осуществлены с помощью газовых теплоносителей, экструдированной присадки, нагретых инструментов. Эндотермические способы сварки осуществляются с помощью токов высокой частоты, ультразвуковых колебаний, инфракрасного излучения и т. п. Эти признаки положены в основу классификации сварных соединений.
При делении сварных соединений на виды был взят признак, характеризующий метод осуществления сварки (последовательный или параллельный), так как это определяет вид оборудования и его производительность. Так, экзотермический нагрев осуществляется с помощью нагретых клина (точечная сварка) или роликов (роликовая сварка), а также с помощью электродов (термоимпульсная сварка). Также могут быть осуществлены высокочастотная и ультразвуковая сварки (точечная, роликовая и прессовая).
Из всего многообразия видов сварки в швейной промышленности находят применение только три: нагретым инструментом, высокочастотная (ВЧ), ультразвуковая (УЗ).
2. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ РАЗЛИЧНЫХ СПОСОБОВ ОБРАБОТКИ И СБОРКИ БОРТОВ. ПУТИ СОВЕРШЕНСТВОВАНИЯ ПРОЦЕССА
Обработка бортов отрезными подбортамн. При обработке бортов отрезными подбортами (рис. 2, а) подборта могут быть выкроены с надставками: в платьях с застежкой до линии талии и в блузках — одна надставка, в платьях с застежкой до низа, халатах и платьях-пальто — не более двух. Надставку накладывают на лицевую сторону подборта лицевой стороной вниз и притачивают со стороны надставки, уравнивая срезы. Ширина шва 0,7 см. Шов расправляют, а в изделиях из шерстяных и шелковых тканей разутюживают. Шов притачивания надставки может проходить в поперечном или косом направлении. Величина скоса не должна превышать 1/3 ширины подборта. Длина надставки должна быть не менее 6 см. Расстояние от швов до петель должно быть не менее 2 см. Если изделие выкроено из прозрачной ткани, правый подборт должен быть цельным (без надставок).
Внутренние срезы подбортов обрабатывают на специальной (обметочной) или на стачивающей машине.
В изделиях из легкоосыпающихся тканей внутренние срезы подбортов рекомендуется обметывать с последующим их застрачиванием шов вподгибку с открытым срезом (рис. 2, б) или обрабатывать без обметывания швом вподгибку с закрытым срезок
Внутренние срезы подбортов в изделиях из хлопчатобумажных тканей, кроме указанных выше, обрабатывают швом вподгибку открытым срезом (рис. 2, в).
В изделиях с застежкой до верха внутренние срезы подбортов выкроенных с кромкой и имеющих одинаковое натяжение с основной деталью, не обрабатывают.
В изделиях, имеющих прокладку в бортах из ткани с клеевым покрытием, прокладку накладывают клеевой стороной на изнанку подборта так, чтобы она отстояла от внуреннего края подборта на 0,7-1 см, по наружному — на 0,5-0,6 см, а внизу от линии подгиба низа на 0,1-0,2 см (рис. 2, г), и приклеивают с помощью утюга или пресса.

Рисунок 2. Обработка бортов отрезными подбортами
При изготовлении по индивидуальным заказам в изделиях с прокладкой в борта из хлопчатобумажной ткани прокладку выкраивают по размерам подборта. Прокладку накладывают на лицевую сторону подборта и обтачивают по внутреннему краю подборта и плечевому срезу (рис. 2, д). Ширина шва обтачивания 0,5-0,7 см. Затем прокладку отгибают и настрачивают на шов обтачивания на расстоянии 0,1-0,2 см от шва (рис. 2, е), отступив от плечевого среза подборта на 1-2 см. Затем подборт вывертывают на лицевую сторону, выправляя шов, и приутюживают, располагая шов на сгибе или образуя кант из подборта в сторону прокладки.
В изделиях с прокладкой в борта из флизелина прокладку выкраивают так, чтобы она не доходила до внутреннего края подборта на 1-2 см (в готовом виде). После обработки внутреннего края прокладку накладывают на изнанку подборта и скрепляют булавками, уравнивая срезы по краю борта и горловине.
На правой полочке в зависимости от модели обрабатывают обтачные петли или прикрепляют петли из вытачного или плетеного шнура. Обработанный подборт накладывают на лицевую сторону полочки лицевой стороной вниз, уравнивая срезы (рис. 2, ж). При изготовлении по индивидуальным заказам подборт наметывают с посадкой в угле уступа, на участке отворота (в изделиях с отворотами), на участке петель, а по низу жакетов и платьев-пальто — с посадкой полочки. В изделиях из шерстяных тканей посадку по краю сутюживают так, чтобы утюг не заходил за строчку наметывания подборта. В массовом производстве обтачивание бортов производят без предварительного наметывания подбортов.
Подборт накладывают на лицевую сторону полочки лицевой стороной вниз, скалывают булавками и обтачивают с помощью направляющей линейки или специальной лапки с направителем. Обтачивание выполняют со стороны полочки от низа до надсечки вверх, определяющей конец втачивания воротника. Нижние края подбортов в изделиях, отрезных по линии талии, не обтачивают, а в изделиях с застежкой до низа нижние края подбортов притачивают к полочке строго по намеченной линии подгиба низа.
Швы в верхних и нижних углах борта подрезают, а в изделиях из тканей, легко поддающихся осыпанию, обметывают на специальной машине.
Припуск на шов обтачивания борта настрачивают: на участке застежки — на подборт, на участке отворотов — на борт полочки.
Строчку располагают на расстоянии 0,2-0,5 см от шва обтачивания борта.
В изделиях из толстых тканей и с острыми углами отворотов уступы рекомендуется обтачивать после обработки краев бортов, располагая припуск шва обтачивания в сторону полочки.
В зависимости от модели нижние концы подбортов в блузках, платьях-халатах, куртках могут быть не обтачанными и обработаны одновременно с подшиванием низа изделия. Швы в углах подрезают, оставляя 0,2-0,5 см.
Борта вывертывают на лицевую сторону, швы выправляют (рис. 2, з, и) и выметывают на специальной машине или ручными стежками. Выметывание на участке отворотов выполняют со стороны полочек, образуя кант из подборта, а далее борта выметывают со стороны подборта, образуя кант из полочек. Ширина канта 0,1-0,2 см. В массовом производстве борта приутюживают, одновременно образуя кант. При этом утюжку выполняют на участке отворота (лацканов) со стороны полочек, а бортов — со стороны подбортов. В изделиях с застежкой до верха кант по всему борту образуют со стороны полочки, а влажно-тепловую обработку выполняют со стороны подборта.
В изделиях из шерстяных, шелковых тканей и тканей с содержанием синтетических волокон внутренние края подбортов на участке подгиба низа настрачивают на подгиб на расстоянии 0,2-0,3 см от края (рис. 2, к), а далее через каждые 15-20 см прикрепляют вручную потайными стежками, делая пять-шесть стежков в каждой закрепке. Если изделие застегивается обтачными или обметанными петлями на пуговицы, в местах расположения петель и пуговиц внутренние края подбортов не прикрепляют, а на уровне отворотов прикрепляют одной закрепкой, располагая ее между плечевым швом и верхней петлей (пуговицей).
В изделиях с застежкой до низа хлопчатобумажных тканей подборт может быть выкроен короче полочки на величину припуска на подгиб. В этом случае подборт сначала притачивают к припуску на подгиб (рис. 2, л). Ширина шва 0,7-1 см. Шов расправляют и отгибают в сторону припуска, затем припуск на подгиб отгибают на лицевую сторону полочки по надсечкам или по намеченной линии подгиба низа, подборт расправляют на полочке, уравнивают срезы, обтачивают борта подбортами от уступа до низа и далее обрабатывают обычным способом.
Внутренние края подбортов могут быть настрочены на полочки с подгибом срезов внутрь, но без предварительного их застрачивания. В изделиях, отрезных по линии талии, правую полочку лифа накладывают на левую, совмещая линии середины переда или надсечки по нижнему срезу и скрепляют их машинной строчкой на ширину подборта на расстоянии 1-1,2 см от нижнего среза.
Обработка бортов подбортами, цельновыкроенными с полочками. В этом случае на полочке должны быть нанесены линии середины переда и края борта или надсечки по срезам, заменяющие их. Внутренние срезы подбортов, цельнокроенных с полочками, обрабатывают так же, как срезы подбортов, выкроенных отдельно. После обработки обтачных петель, если они запроектированы моделью, подборта отгибают на лицевую сторону по намеченной линии края борта или по надсечкам и обтачивают уступы от сгиба до надсечек и нижние края бортов в изделиях с застежкой до низа. Швы в углах подрезают, борта вывертывают на лицевую сторону, швы выправляют и приутюживают. Внутренние края подбортов прикрепляют так же, как указано выше. При наличии обтачных петель на правой полочке подборт под петлями прорезают в концах углами, срезы подборта подгибают внутрь и подшивают потайными стежками (рис. 3).
Обработка бортов настрочными планками. Эту застежку (рис. 4, а) следует обрабатывать после окончательного уточнения длины полочки (изделия). На полочке и на планке намечают линию подгиба низа. Внутренний край планки в изделиях из шерстяных, шелковых и синтетических тканей перегибают в сторону изнанки на 0,5-0,7 см или более в зависимости от ширины отделочной строчки настрачивания и заутюживают. Так, при ширине отделочной строчки 0,5 см величина подгиба должна быть равна 1 см для неосыпающихся и 1,2 см — для легкоосыпающихся тканей. Подготовленную планку накладывают нижним концом на лицевую сторону полочки лицевой стороной вниз (рис. 4, б), совмещай намеченные линии подгиба низа, и притачивают планку по намеченК ной линии.
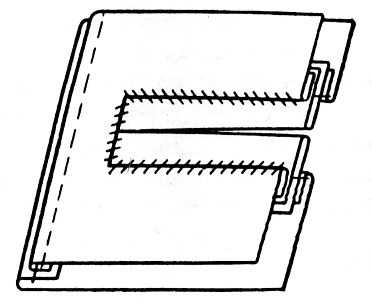
Рисунок 3. Обработка подборотов на участке обтачных петель
При этом в изделиях из хлопчатобумажных тканей внутренний край планки перегибают в сторону изнанки на 0,5-0,7 см или более в зависимости от ширины строчки настрачивания. Припуск на подгиб низа полочки перегибают также в сторону изнанки по намеченной линии, срез подгибают внутрь на 0,5-0,7 см и застрачивают по всему низу или только на участке планки на стачивающей машине или подшивают на специальной машине.
Планку отгибают на изнанку полочки лицевой стороной вниз, складывают, уравнивая обрезные края, располагая шов притачивания планки по низу на сгибе, и обтачивают борт и уступ борта до надсечки, определяющей конец шва втачивания воротника. Ширина шва 0,5-0,7 см (рис. 4, в). Швы в углах подрезают, планку вывертывают на лицевую сторону, шов выправляют, образуя кант из планки в сторону изнанки полочки, а в изделиях из шерстяных и шелковых тканей приутюживают. Внутренний край планки в индивидуальном производстве наметывают, а в массовом производстве настрачивают без предварительного наметывания на расстоянии, предусмотренном моделью (рис. 4, г). Планку в готовом виде приутюживают.

Рисунок 4. Обработка боротов настрочными планками
Борт левой полочки может быть обработан так же, как и правый, или подбортом наизнанку.
Для повышения прочности и устойчивости формы в борта и низ прокладывают кромку (рис. 5). Если кромка неклеевая, ее прокладывают после выполнения операций выстегивания, забоковки срезов и соединения полочек с бортовой прокладкой (см. рис. 5, а, б), если клеевая — на начальном этапе упрочнения до перечисленных операций (см. рис. 5, в). Внешний край кромки должен совпадать с линией перегиба борта и низа полочек и отстоять на 10 мм от линии перегиба лацкана в сторону проймы.
На остальных участках кромку прокладывают на расстоянии 1. 2 мм от срезов деталей мехового верха. По борту кромку прокладывают, выполняя посадку полочки, величина которой зависит от конструкции изделия и вида меха. Ориентировочно посадку распределяют следующим образом: по уступу лацкана и между петлями — 2. 3 мм, по лацкану — 4. 5 мм; на остальной части
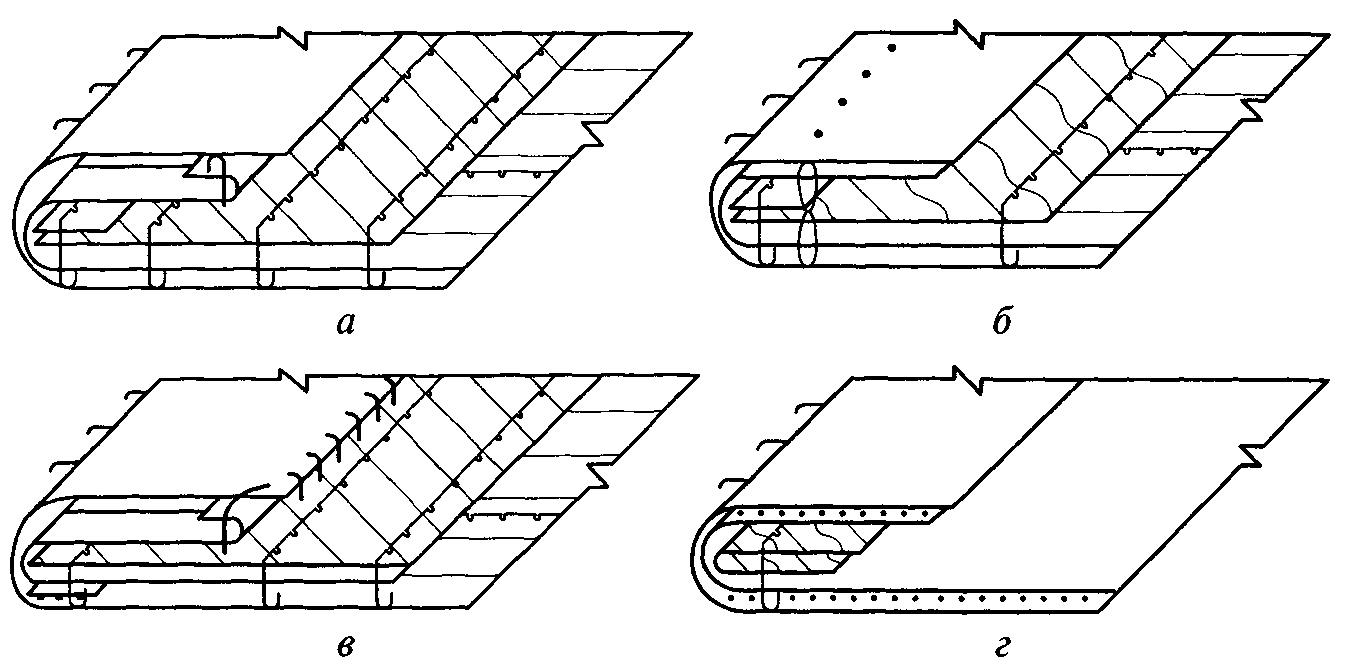
Рисунок 5. Обработка края борта:
а, б — с неклеевой кромкой (первый вариант); в — с клеевой кромкой; г — с полоской из нетканого материала
3. НАПРАВЛЕНИЕ СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИЧЕСКОГО КОНТРОЛЯ КАЧЕСТВА ШВЕЙНЫХ ИЗДЕЛИЙ
Под оценкой уровня качества продукции понимают совокупность операций, включающую в себя выбор номенклатуры показателей качества оцениваемой продукции, определение значений этих показателей и сопоставление их с базовыми. В настоящее время методы контроля качества швейных изделий зафиксированы государственным стандартом: ГОСТ 4103-82.
Коренное улучшение качества продукции и приведение ее ассортимента в соответствие с потребительским спросом наиболее эффективно в короткие сроки может быть достигнуто путем внедрения автоматизированных методов и средств контроля качества и испытания продукции как составной части технологических процессов. Для этого предприятия необходимо оснастить автоматическими приборами, позволяющими с высокой скоростью и достоверностью определять не только качественные показатели полуфабрикатов и готовой продукции, но и своевременно устранять нарушения технологического процесса.
При проверке качества готовых изделий устанавливают их соответствие утвержденным техническим условиям и образцам по внешнему виду, форме и размерам, качеству обработки, посадке на манекене, подбору материалов верха, подкладки, отделок фурнитуры и их качества. Проверяют обязательно каждое изделие.
Значительные успехи в производстве вычислительной техники, достигнутые в последние годы, позволили швейной промышленности воспользоваться теми преимуществами, которые открываются при использовании микроЭВМ. Эти машины компактны и обладают огромными вычислительными возможностями, а потому могут быть внедрены в производственные процессы, использованы для управления производством, анализа данных о технологических процессах и автоматизации контроля качества продукции.
Форма сбора и формирования данных в будет оптимальной в том случае, когда используется полностью автоматизированный измерительный прибор, данные измерения выводятся в форме, пригодной для ввода в вычислительную машину, а обработка данных осуществляется с помощью программируемого электронного вычислительного устройства.
Использование микропроцессоров в современной измерительной аппаратуре расширяет ее функциональные возможности по сравнению с обычными приборами, реализованными на «жестких» логических схемах. В данном случае заметно уменьшаются аппаратурные затраты при заданных технических возможностях устройства, так как основные функции прибора реализуются программным способом.
В производственных процессах различают две главные формы контроля: контроль физико-механических свойств продукта, который проводится в специализированных лабораториях; контроль за ходом производственного процесса, т. е. контроль всех факторов, которые влияют на производительность труда и качество выпускаемой продукции. Следует отметить, что на швейных предприятиях СНГ количество и номенклатура лабораторных автоматизированных приборов с микропроцессорами крайне ограничены.
Усилия российских специалистов должны быть направлены на осуществление оперативного контроля качественных показателей полуфабрикатов и готовых изделий посредством создания отечественных быстродействующих приборов с устройствами для обработки результатов испытаний и измерительных систем, дающих возможность одновременно получать комплекс показателей. Это обеспечит более широкие возможности управления качеством продукции и позволит быстрее устранить причины, вызывавшие ухудшение качества.
Предприятия легкой промышленности России в настоящее время не имеют возможности своевременно получать полную информацию для управления качеством продукции из-за крайне ограниченного количества и номенклатуры автоматизированных приборов с микропроцессорами. Разработка отечественных автоматизированных приборов, которые могут быть подключены к ЭВМ, создает предпосылки для разработки отечественной системы автоматического управления приборами.
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
1. Крючкова и материалы швейного производства: Учебник для нач. проф. образования. – М.: Академия, 2003. – 384 с.
2. Труханова женской и деталей легкой одежды: Учебник. – М.: Высш. шк., 2005. – 416 с.



