Технология сварки чугуна аргоном: советы опытных сварщиков
Чугунные сплавы в больших объемах используются для производства литых и кованых металлоизделий. Для реставрации деталей с высоким содержанием углерода обычные методы сварки малоэффективны. Только при использовании дуговой сварки чугуна в аргоне можно получить прочные соединения. Технология сваривания чугунных элементов в среде аргона была разработана с учетом особенностей сплава.

Сложности сваривания чугуна
Металл с высокой степью текучести легко прожигается электрической дугой. Подвижность расплавленного чугуна усложняет формирование шва, металл вытекает из ванны. Минимизировать этот недостаток удается прокладками из графита. Другая проблема сварки чугунных изделий – склонность к перегреву при термическом воздействии.
Неправильный выбор температурного режима может вызвать перекалку сплава в околошовной зоне. Низкоплавный чугун при перекаливании склонен к образованию околошовных трещин, которые сложно удалить шлифованием. С проблемой удается справиться предварительным нагревом заготовок перед аргонной сваркой и медленным охлаждением рабочей зоны. Температуру снижают постепенно, чтобы обеспечить прочность шва.
Неравномерный нагрев и резкое охлаждение провоцирует хрупкость чугуна.
Пористость соединения – еще один возможный дефект сваривания чугуна. Это объясняется физико-химическими свойствами сплава. Активное газообразование приводит к пористости сварных швов. При нагреве углерод активно вытесняется кислородом. Для защиты ванны расплава применяется порошковый флюс. Он также вводится в состав наплавочной проволоки, используемой при работе с чугунными деталями или другими изделиями. Компоненты, формирующие шлаковую корку, препятствуют образованию пор. Флюс также снижает риск окисления кремния – это причина образования тугоплавких оксидов и непроваренных участков.

Какие бывают способы сварки
Горячая аргонная электродуговая сварка – способ термического соединения чугунных элементов, прогретых до +600–650°C. Метод в основном применяется в производственных условиях. Самостоятельно обеспечить нагрев чугуна до высокой температуры практически невозможно. Технология актуальна для наплавки, она помогает избежать образования трещин при реставрации изделий.
Разница температур основного изделия и шовного валика приводит к разломам металла, особенно, когда не устранены остаточные напряжения. При нагреве структура чугунного сплава упорядочивается, повышается пластичность. Также важно добиться равномерного охлаждения чугуна. Для этого применяются специальные камеры, экзотермические составы, замедляющие скорость остывания за счет изолирования поверхности. В бытовых условиях горячий металл после сварки засыпают толстым слоем песка или угля.
Полугорячая активно применяется в автомастерских, частных гаражах и домовладениях. Диапазон предварительного нагрева заготовок – от +300 до 450°C в зависимости от толщины свариваемого металла и выбранной присадки. Сущность полугорячего метода заключается в графитизации серого чугуна флюсовыми добавками для улучшения условий выделения графита при охлаждении. Допускается подогрев деталей открытым пламенем. Сварка ведется в нижнем положении короткими валиками. Полугорячий способ сварки не такой сложный, как горячий. При неравномерном овладении чугуна не исключено образование зон отбеливания и трещин.

Холодная сварка подразумевает соединение заготовок без предварительного нагрева. По технологии используется никель-стальная присадка небольшого диаметра. Качество шовных валиков при холодной сварке невысокое. Метод применяется эпизодически, когда нет специального оборудования и к качеству сварных соединений невысокие требования.
Выбор присадки и оборудования
Для аргонодуговой сварки чугуна используют полуавтоматы или автоматический сварочный аппарат. В качестве присадки используется сварочный пруток различных марок. От типа присадочной проволоки зависит качество шва. Пластичность шовного валика обеспечивает никель. Мель придает повышенную твердость. При использовании в качестве присадки одновременно двух легирующих металлов Ni и Cu, удается формировать шовные валики средней твердости.
Диаметр присадочных прутков должен быть соразмерен толщине свариваемых деталей, составляет до ½ размера заготовки. Проволока выпускается в виде металлической полой трубки, внутрь которой помещается порошковый флюс.
Технология сварки
Популярность монтажа и реставрации чугунных изделий свариванием в среде аргона объясняется высоким качеством образуемых соединений и простотой применяемой технологии. При использовании присадки нужной марки в процессе сварки чугуна аргоном формируется ровный и прочный шов.
Подготовка кромок
Незначительные масляные пятна удаляют растворителем или выжигают органические соединения на пористой поверхности кромок воздействием пламени. От следов ржавчины и других загрязнений чугун очищают механически. Важно учитывать, что чугун имеет пористую структуру. Жировые следы могут располагаться глубоко.
Трещины предварительно рассверливают по краям, затем на всю глубину. Углубление для шва тщательно очищается от опилок и окалины, образуемой в процессе сверления. Для обработки используют шлифовальную машинку или наждачную бумагу.

Процесс сваривания
Для получения прочного шва важно придерживаться определенной последовательности действий.
Сначала осуществляется проверка рабочих поверхностей, от качества подготовки заготовок зависит однородность шовного валика.
Рабочий ток подбирается с учетом толщины заготовок:
Присадочный пруток размещают в рабочей зоне под углом 25–30°, в другой руке сварщика находится горелка полуавтомата.
В течение 20 секунд над рабочей зоной формируется облако защитного газа. Только после этой процедуры включают сварочное оборудование.
Оптимальное расстояние между заготовкой и электродом – 2 мм. Шов формируют участками длиной 2,5 – 3 см.
Остаточные напряжения устраняют проковкой шовного валика молотком после каждой проходки.
Готовый шов защищается металлической щеткой, устраняются брызги, окалина.
Полезные советы
Аргоновая сварка – процесс, требующий определенных навыков. Новичкам полезно прислушиваться к мнению экспертов:
Сварка чугунных изделий аргоном
Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. В этом деле поможет сварка аргоном. Узнайте обо всех тонкостях.

Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. Надежное соединение позволяют получить лишь несколько способов. Один из них — сварка чугуна аргоном. Чем она лучше других методов? Какие этапы включает процесс? Нужно ли готовить поверхность? Чего делать не стоит? Ответы на эти вопросы вы узнаете из данного материала.
Особенности чугуна
Рассматриваемый материал является сплавом железа с повышенным содержанием углерода в составе. Если, к примеру, у кованой или закаленной стали этот показатель составляет 0,3-0,5 %, то у чугуна он в десять раз больше (от 2 до 6%). Однако во внимание стоит принять ряд других особенностей материала. Среди них:
Увы, недостатки материала зачастую перекрывают все его достоинства, вызывая головную боль у сварщиков. При термообработке общеизвестными методами (ручная сварка и т. д.) и последующем застывании шва его хрупкость приводит к нарушению целостности заготовок. К тому же, чугун выступает трудносвариваемым металлом, поэтому альтернативный метод создания соединений просто необходим. Здесь то на помощь приходит дуговая сварка в среде защитного газа — аргона.
Подготовительный этап
При наличии трещин они засверливаются по краям и расширяются на достаточную для проварки глубину. Участок, где будет произведена сварка чугуна аргоном, освобождается от окалины при помощи углошлифовальной машинки (болгарки), наждачной бумаги с крупным зерном или металлической щетки. Если все же присутствуют масляные пятна, их стоит вывести растворителем, либо воспользоваться пламенем горелки.
Последовательность действий
Сварка чугунных изделий аргоном — популярный способ, позволяющий свести риск растрескивания деталей после соединения.  Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Помимо неплавящегося электрода из вольфрама, используются присадочные прутки из никеля. Реже их меняют на бронзовые, либо алюминиевые, обычно из-за низкой стоимости последних. Если же полученная при сварке деталь будет подвергаться термическому воздействию, использование бронзы или алюминия категорически запрещается!
Обязательные требования к процессу:
Присадочные материалы имеют длину 60-70 см и диаметр 6-15 мм. Почему сварка чугуна аргоном считается лучшим способом для обработки материала? Причина очевидна — газ защищает сварочную ванну от проникновения воздуха и шлак внутри нее не образуется (вопреки склонности чугуна к данному процессу).
Когда все необходимое подготовлено, приступают к работе. Далее — коротко о последовательности действий:
Вольфрам обладает очень высокой температурой плавления, поэтому ему не грозит оплавление или длительное пребывание при экстремальных температурах.
Полезные советы
Высокое качество получаемого соединения — основная причина популярности сварки аргоном чугунных изделий. При должном опыте процесс протекает быстро, а при покупке никелевых присадочных прутков вместо бронзовых или алюминиевых — качественно. Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Мы упустили какие-то нюансы при сварке чугуна? В комментариях к статье вы можете поделиться своим мнением по данной теме.
Как варить чугун в аргоновой среде
Сварка чугуна аргоном – надежное средство соединения деталей из этого металла с получением шва высокого качества. Сделать это непросто, особенно в домашнем гараже. В этих условиях сплав не поддается сращиванию и ломается при остывании. Одна из причин невозможности выполнения операции – содержание в составе большого количества различных примесей: марганца, кремния, фосфора, серы, ванадия, алюминия, никеля и хрома.

Разновидности чугуна и степень их свариваемости
Рассматриваемый материал содержит до 6% углерода. При плавлении он остается на поверхности и придает металлу хрупкость. Многочисленные недостатки часто перекрывают достоинства. При термообработке состав ломается, приводя в негодность все изделие. По свойствам чугун делится на типы:
Первый вид частично состоит из цементита, дающего на срезе характерный металлический блеск. Литье обладает износоустойчивостью и жаропрочностью, не ржавеет, используется при изготовлении стали.
Серый состав содержит углерод в состоянии графита. Срез серого цвета, без блеска. Применяется для изготовления конструкций в виде станин станков. Проявляет высокую прочность на сжатие.

Ковкий чугун – это разновидность белого, прошедшего термическую обработку, в результате которой графит принял вид хлопьев. Материал отличается вязкостью и пластичностью. Используется для изготовления предметов сложной формы.
Высокопрочный состав имеет структуру, не поддающуюся разрывам. Применяется для создании особо ответственных деталей в разных областях промышленности.
Заваривать чугун трудно. Связано это с его свойствами и характеристиками. При достижении критических температур происходит вытекание расплавленного металла из места формирования шва. При сгорании графита образуется большое количество газов, приводящих к появлению трещин и пор. Поэтому аргонная сварка чугуна – единственный эффективный способ соединения деталей из этого сплава.
Сварочные стержни из чугуна
В качестве присадки при аргоновом соединении конструкций чаще всего используются специальные металлы, из которых сделаны расходные материалы: бронза, медь, алюминий, никель. Марки их обозначаются буквами и цифрами. Для горячей работы с общим нагревом используют «А», с местным – «Б». Для ручной аргонодуговой сварки («ТИГ») тонкостенных заготовок – «НЧ-1», для толстых деталей – «НЧ-2». Износостойкий чугун обрабатывается стержнями «ХЧ» и «БЧ». Диаметр присадок выбирается меньше толщины деталей в 2 раза.

Подготовка металла
Зона сварки должна быть тщательно обработана. Нельзя допускать присутствия в ней масла. Оно может внедриться глубоко, и тогда вывести его будет невозможно. На концах трещин, которые следует распилить болгаркой с тонким диском, высверливают отверстия диаметром 1,5-2 мм. Участок освобождают от окалины, стружки и мусора с помощью металлических щеток, углошлифовальной машины и наждачной бумаги. Масляные пятна лучше выжигать горелкой или выводить растворителем. После подогрева чугуна начинают сварочные работы.
Общее описание технологии
Соединение деталей под слоем аргона проходит по сходным с другими видами правилам. Нужно настроить аппарат, установив ток в пределах 40-80 А. Во время работы его величина регулируется до исчезновения характерного хруста. Стержень опускают в ванну после того, как он нагреется. Неплавящийся электрод должен двигаться непрерывно вместе с пламенем горелки. Для сварки лучше выбрать нижнее положение, при котором расплавленный металл остается в зоне формирования шва. Изделия охлаждаются естественным путем.

Для качественной работы нужно подготовить хорошие присадочные материалы, электроды и применять правильные режимы функционирования оборудования.
Использование присадок
Аргоновая сварка чугуна производится с использованием никелевых присадок, которые иногда меняют на бронзовые или алюминиевые, так как они намного дешевле. Материалы выпускают в виде прутков диаметром от 6 до 15 мм, имеющих длину 60-70 см. При работе в автоматическом режиме применяют порошковую кремниевую проволоку, для соединения предварительно разогретых заготовок – марку «ПП-АНЧ-2», высокопрочных материалов – «ПП-АНЧ-5».
Свойства присадок приведены в таблице:
| Наименование прутка | Краткая характеристика |
| Никелевый | Устойчив к коррозии и высоким температурам. Годится для сварки химических емкостей, трубопроводов из высоколегированных сплавов. Шов пластичный. |
| Жаростойкий | Соединяет металлы разного рода в среде чистого аргона. |
| Легированный титаном | Работает при защите составом Аr-He. |
Стержень опускают в ванну после прогрева и не выносят из нее до конца работы.
Электроды
Основные виды изготовления:
Стальные изделия сверху покрыты ферросилицием и дают шов из серого чугуна.
.jpg)
Перечисленные электроды используют в работе опытные сварщики и любители.
Режимы сварки
Соединение деталей производят с помощью специального аппарата, вольфрамовых электродов, присадок на основе разных металлов и защитного газа – аргона, гелия или их смеси. Прибор предварительно настраивают на нужный режим работы, учитывая параметры заготовок:
| Толщина деталей (мм) | Рабочий ток (А) |
| До 10 | 350 |
| 11 – 20 | 400 |
| Более 30 | 600 |
Количество ампер окончательно регулируется во время сварки.
Наиболее правильный метод – горячая сварка, перед которой заготовки нагреваются до 600°С. Холодный способ – удобный и простой, выполняется с помощью электродов с содержанием меди или никеля. Популярные марки – ОЗЧ-2 или ОЗЧ-6, а также МНЧ-2. Процесс проходит при использовании постоянного тока обратной полярности.
Необходимое оборудование и инструменты
Для работы готовят:
.jpg)
Последний предмет необходим для сбивания застывшего шлака с места наложения шва.
Как правильно выбрать присадку
При сварке заготовок часто используют чугунные стержни, не имеющие наружного покрытия. Диаметр их выбирают вдвое меньше толщины металла. Другой распространенный вариант – никелевая проволока. В таблице указаны главные типы импортных расходников:
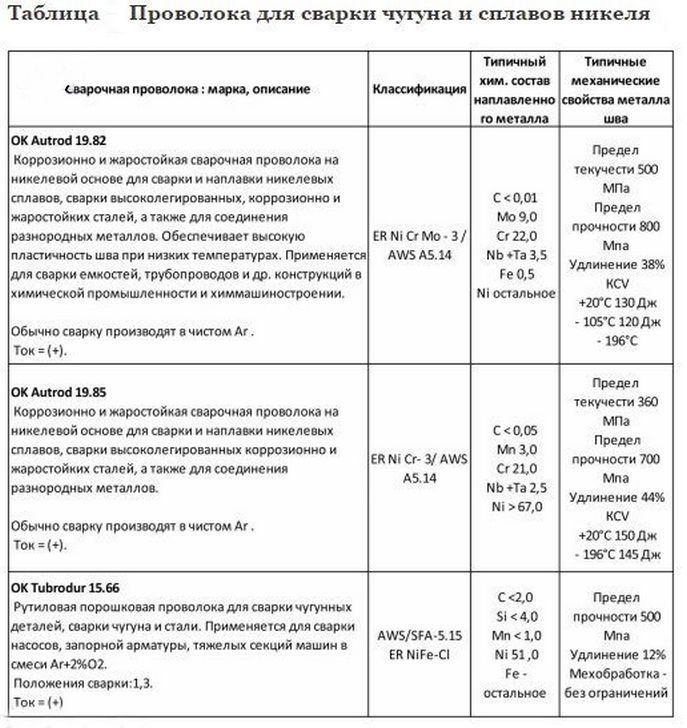
| Марка | Описание |
| ОК Tigrod 19.82 | В основе – никель. Проявляет устойчивость к высоким температурам и коррозии. Применяется при работах с разнородными металлами и сплавами. |
| ОК Tigrod 19.85 | Проволока для высоколегированных сталей. |
| ОК Tigrod 19.92 | Пруток, легированный титаном. |
Используются и другие марки присадок, позволяющие проводить сварку без предварительного нагрева заготовок.
Последовательность процесса сварки
Технология предусматривает выполнение ряда операций. К ним относятся: очистка металла, прогревание заготовок, использование тока малой величины. Нанесенный шов простукивается молотком. Это снимает напряжение, оставшееся после работы. Детали дают время для постепенного остывания естественным образом. Рассмотрим последовательность подробнее.
Нужно включить аппарат, зажечь горелку, подать газ и поднести присадочный пруток к участку сварки, удерживая его под углом 20-30°. Расстояние от детали до сопла горелки – 3-10 мм. Швы накладываются короткие, длина их – до 3 см. После остывания с поверхности удаляется налет и шлак с помощью щеток, наждачной бумаги и УШМ.

Выполнение этого плана не гарантирует получения хороших результатов. Нужна подготовка и опыт сварщика.
Нюансы для домашних условий
Для использования сварки в домашних условиях необходимо соблюсти несколько требований: правильно подобрать присадки и электроды, настроить аппарат на нужный режим работы, придерживаться последовательности выполнения действий.
Готовить материалы к работе нужно заблаговременно. Металл очищают и прогревают газовой горелкой, паяльной лампой или другим прибором. Работа ведется под защитой аргона. Он тяжелее воздуха и способен заполнить сварочную ванну, поэтому все действия лучше производить в нижнем положении. Присадочные прутки для получения качественного шва применяют никелевые. Ими рекомендуется периодически перемешивать расплавленный металл. После завершения работы место соединения засыпают песком или закрывают асбестом. В таком виде деталь остывает.
Общие рекомендации
Нельзя долго держать горелку на месте. В процессе сильного нагрева из чугуна испаряется углерод и отбеливает его, делая трудносвариваемым. Толстые детали соединяются с помощью наплавки, состоящей из нескольких слоев. После выполнения работы рекомендуется провести контроль качества с целью выявления дефектов. При визуальном осмотре можно заметить трещины, поры, непровары из-за обрыва дуги. Другие изъяны обнаруживаются с помощью специальных приборов.
Внешний контроль проводится после очистки швов посредством щеток и азотной кислоты или спирта. Жидкие составы придают металлу матовость, на которой лучше видны поры и трещины. Для получения более ясной картины можно пользоваться лупой.
Кроме визуального осмотра, используются эффективные методы капиллярного контроля и магнитной дефектоскопии.
Как варить чугун аргоном? Применяемая присадка (проволока)
Всегда в домашнем хозяйстве найдется чугунное изделие. Будь то бытовая утварь или деталь автомобиля.
Сварка чугуна аргоном актуальна для реставрации треснувшей вещицы или отвалившегося куска хрупкого металла. Ремонт обойдется в разы дешевле, чем покупка новой детали. Которую бывает ещё и не найти!
Сварочные аппараты не дорогие и каждый домашний мастер может купить понравившийся прибор.
Для сварки чугуна применяют постоянный ток, но лучше приобретать универсальный аппарат с функцией переключения подачи тока. К примеру, алюминий варится на переменном токе. Особой разницы между аппаратами нет, выбор делается по индивидуальному вкусу мастера.
Аргонная сварка чугуна требует наличие припоя — прутки железо-никелевые и из кремнистой, олявинистой, алюминиевой бронзы. Хотя бронза больше подходит для пайки, чем сварки. Таблица с характеристиками проволоки.
Некоторые умельцы в кустарных условиях используют одну нержавеющую проволоку, нержавеющую присадку с обмотанной медной проволокой или отбитые от обмазки стержни электродов по чугуну.
На некоторых форумах советуют в качестве присадки применять чугунные поршневые кольца.
Любой присадочный материал, перед работой рекомендуется очистить, протереть салфеткой пропитанной ацетоном.
Особенности материала
Чугун содержит много углерода, что мешает качественному соединению.

В трудоемкость процесса входит:
Хоть чугун и мягкий материал, но его тяжело обрабатывать, быстро садится инструмент.
Виды чугуна
По структурному составу материал делится на белые и серые.

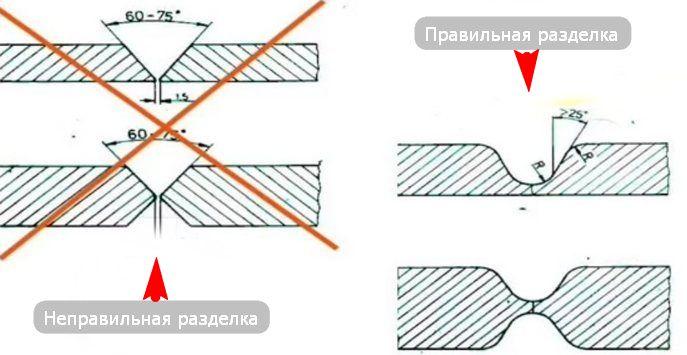
Разделка кромок
Зачищать и обезжиривать чугунные детали в основном не надо. Требуется только разделка кромок, которые можно снимать всеми доступными способами:
Учтите — нельзя оставлять острые кромки. Острота убирается болгаркой.
Как варить чугун аргоном
Технология мало чем отличается от других соединений. Крепко фиксируем заготовку в нескольких точках. Берем в руки горелку и присадочный материал. Присадка подается под углом 20-30 градусов. Расстояние между соплом и деталью 3-10 мм.
Варим аргонно дуговой сваркой короткими швами 2-3 см и проковываем. Оборвали дугу и пока шов красный, стучим часто, но несильно. Шов должен сминаться, а звук от стука быть глухим. Если металл звенит и молоток отскакивает, то проковка останавливается.
Вес молотка до 1,2 кг, а боек — закругленного типа.
Некоторые типы чугуна свариваются без предварительного прогрева (на холодную), а другие виды нуждаются в дополнительном нагреве. Всё познается на практике.
Для автоматов выпускается специальная проволока для сварки чугуна. Имеет маркировку:
Видео:
P.S. Мы рассмотрели, чем варить и как происходит сварка чугуна аргоном. В процессе практики вы поймете, что аргонная сварка чугуна не имеет никаких преимуществ перед другими видами соединений. Результат неплохой, но сложность присутствует, трудозатраты и цена выше.
Вывод: аргоный метод хороший, но не основной для соединения чугунных изделий.



