Нити полиэфирные текстурированные текстильные (Суровые) для оверлока
| Нити текстурированные | Производство Республика Беларусь | Производство Индия |
|---|---|---|
| Неокрашенные некручёные: | текс 9,2 f 32, 12 f 32, 16 f 48, 16,7 f48, 18,5 f 48 | денье 75/36, 100/36, 150/48, 170/48 |
| Неокрашенные пневмосоединённые: | текс 9,2 f 32, 16 f 48, 16,7 f48, 18,5 f 48, 24,5 f 64, 33,4 f 96, 37,2 f 96 | денье 300/96, 330/96 |
| Неокрашенные кручёные: | текс 25 f 64, 37,5 f 96 | |
| Окрашенные некручёные: | текс 9,3 f 32, 18,8 f 48 | денье 150/48 |
| Окрашенные пневмосоединённые: | текс 15,5 f 48, 25,4 f 64, 38,0 f 96 | |
| Окрашенные кручёные: | текс 25,4 f 64, 38,2 f 96 | |
| Окрашенные в массе некручёные: | текс 8,4 f 32, 11,0 f 32, 16,7 f48, чёрный, серый | денье 75/36, 100/36, 150/48 чёрный |
| Окрашенные в массе пневмосоединённые: | текс 33,4 f 96 чёрный, серый | денье 300/96 чёрный |
| FDY пневмосоединенные неокрашенные: | дтекс 50 f 24; дтекс 76 f 32; дтекс 84f 32; дтекс 110f 32; дтекс 167 f 48 |
| Кручёные: | текс 12,4 f 32, текс 15,8 f 48 |
| Высокоусадочные пневмосоединенные: | текс 16,8 f 48 |
Применение и свойства полиэфирных нитей
Нить полиэфирная текстурированная является комплексной нитью, структура которой изменена дополнительной обработкой для большей извитости, что придаёт ткани объём, рыхлость и пористость.
Текстурированная суровая нить DTY применяется при производстве одёжных тканей, в том числе и вязанных.
Пневмосоединённые полиэфирные нити получаются из элементарных нитей, спутанных вместе при помощи сжатого воздуха. Наряду с равновесными и кручёными нитями добавляются в ткань для придания ей эластичности.
Фасонные полиэфирные нити снабжены повторяющимися рисунками определённого цвета и структуры. Часто используются в декоративных целях.
При производстве полностью вытянутых комплексных нитей применяется повышенная скорость прядения с нагревом. Такие нити из полиэфирного волокна отличаются высокой прочностью.
В окрашенных в массе и оптически отбелённых нитях равномерным слоем распределён краситель или отбеливатель, делающий их цвет равномерным и стойким.
Извитые нити, имеющие сечение «трилобал», эластичны и идеальны для спортивной одежды.
При необходимости в нити из полиэфирного волокна вводят негорючие и антибактериальные добавки.
Нити из полиэфира эластичны и формоустойчивы, почти не поддаются истиранию, обладают термостойкостью в сочетании с термопластичностью, являются хорошими изоляторами, а также устойчивы к влажной и агрессивной среде. Ткани из таких волокон почти не мнутся, хорошо держат приданную форму, имеют малую усадку, быстро сохнут.
Предлагаем купить полиэфирную нить оптом в компании РХТ-Групп без посредников по ценам производителя.
LiveInternetLiveInternet
—Музыка
—Метки
—Рубрики
—Интересы
—Друзья
—Постоянные читатели
Как подобрать швейные нитки и иглы.Полезные советы для рукодельниц.
Как подобрать швейные нитки и иглы

При шитье толстых материалов употребляют иглы большего диаметра и более толстые нитки, при шитье тонких материалов — более тонкие иглы и нитки

При пошиве изделий в домашних условиях довольно часто приходится менять настройки на швейной машине. Это связано с тем, что ассортимент изделий, обрабатываемых на бытовой машине, не отличается постоянством.
Подбор игл и ниток имеет первостепенное значение для получения качественного стежка. При неправильном сочетании ткани, иглы и ниток, строчка получится неравномерной, возможен пропуск стежков, сморщивание обрабатываемого материала. Поэтому при шитье толстых материалов используют иглы большего диаметра и более толстые нитки, при шитье тонких материалов — более тонкие иглы и нитки.

Таким образом, иглы отличаются также по области применения – типу материала, для которого они предназначены. Эта зависимость выражается буквенными символами в маркировке игл SCHMETZ:
H — универсальные иглы;
H-J — иглы для работы с плотными тканями;
H-S — иглы для эластичных тканей;
H-M — иглы «микротекс» для шитья микроволокнистого, тонкого материала (например, шелка);
H-E — иглы для вышивки;
H-Q — иглы для квилтинга;
H-SUK — иглы для шитья фактурных материалов (например, трикотажа крупной вязки);
H-SES – иглы для шитья тонкого трикотажа и синтетических тканей;
H-LR — иглы для работы с кожей;
При выборе ниток следует уделить внимание их толщине и составу. В настоящее время швейные нитки изготавливают из хлопчатобумажной, шерстяной, льняной пряжи, из химических волокон и натурального шелка.
Наиболее доступны – хлопчатобумажные нитки, но они не отличаются прочностью и не подходят для отделочных строчек по внешним параметрам.
Соотношение иглы и нити должно быть таковым, чтобы нить умещалась в желобке иглы. Если нить не входит в желобок, следует, либо подобрать более тонкую нить, либо поменять иглу. Для того чтобы при подборе игл и ниток было проще сориентироваться, предлагаю воспользоваться следующей таблицей:
Полиэфирное волокно


Получение. Полиэфирное волокно формуют из расплава, используя ПЭТ с мол. м. (20-25)·10 3 (жгут и текстильные нити) или с мол. м. (30-40)·10 3 (технические нити). В ПЭТ должно содержаться (% по массе): влаги не более 0,01; диэтиленгликоля не более 1,0; сухого остатка не более 0,06; ТiO2 от 0,05 до 2; красителя от 0,4 до 2,0; концевых групп СООН не более 40 г-экв/т; вязкость расплава должна составлять 200-700 Па·с (280 °С).
ПЭТ перерабатывают по периодической схеме (из гранулята) и по непрерывной (прямое формование из расплава ПЭТ после его синтеза). Обычно гранулят ПЭТ плавят при 280-320 °С в экструдерах, производительность которых достигает 1-15 кг/мин.
Расплав от одного экструдера распределяется в зависимости от тонины формуемой нити на 20-100 фильер (число отверстий в фильерах при формовании волокон 100-2000, технических нитей-140-280, текстильных-8-80; диаметр отверстий фильеры 0,2-0,6 мм). Струйки расплава, выходящие из фильеры, интенсивно охлаждаются воздухом в специальной шахте машины формования и затвердевают. Количество фильер в одной шахте колеблется от 1 до 16. С целью снятия электростатических зарядов, улучшения фрикционных свойств волокно обрабатывают замасливателями (см. Текстильно-вспомогательные вещества). Затем оно поступает на приемное устройство, конструкция и скорость которого зависят от вида вырабатываемой продукции.
Полиэфирное волокно выпускают в виде комплексных технических (здесь и далее линейная плотность 280-3400 дтекс) и текстильных (30-300 дтекс) нитей, мононити (диаметр 0,1-1,5 мм), резаного волокна (1,1-20 дтекс), жгута [1,7-4,4 дтекс, масса 1 м погонного (развес) (50-100)-103 текс], коврового жгутика (20000-30000 дтекс), нетканых материалов (типа «спан-бон»).
Резаное волокно и жгут производят главным образом прямым формованием с последующей переработкой на специальном агрегате. Сформованные нити, выходящие из 20-50 фильер, объединяются в жгутик, который со скоростью 800-1800 м/мин принимают в контейнер (200-2500 кг жгута). Затем из 20-40 контейнеров собирается общий жгут, подвергаемый последовательно операциям: 1) ориентация вытягиванию (в 3,0-4,5 раза), осуществляемому в одну или две ступени в паровой либо воздушной камере при 120-180°С со скоростью 100-350 м/мин, и стабилизации удлинения при растяжении 2-4% и т-ре 200-220 °С; 2) гофрированию, после чего жгут приобретает извитость (3-6 извитков на 1 см); 3) термообработке в течение 15-20 мин при 110-140°С (жгут сушится и фиксируются извитки; волокно при этом усаживается на 15-18%); 4) охлаждению; 5) антистатической обработке. Затем жгут режут, получая волокно, или направляют в жгутоукладчик. Резаные волокна (хлопкового типа длиной 34-40 мм, линейной плотностью 1,1-1,7 дтекс; шерстяного, льняного и мехового типов длиной 60-120 мм, линейной плотностью 3,3-20 дтекс) прессуют в кипы.
Техническую нить формуют из ПЭТ, предварительно подвергнутого дополнительно поликонденсации в расплаве или твердой фазе, и со скоростью 400-1000 м/мин принимают на бобины (масса нити на бобине, т.е. паковки, 10-20 кг). Последней ориентацией вытягивание (в 4,5-6 раз) осуществляют на крутильно-вытяжных машинах со скоростью 150-300 м/мин сначала при 70-90 °С, затем при 150-200 °С; масса паковки 2-6 кг. При получении малоусадочной (усадка до 4% при 150 °С) технической нити совмещают операции вытягивания и термообработки. Так, на горизонтальных агрегатах нити (одновременно 150-250) подвергают двустадийному вытягиванию в 3,0-3,5 и 2,0-1,5 раза при 90-100 и 150-250 °С соответственно и термообработке в свободном состоянии при 200-240 °С (усадка нити 4-10%). Готовая нить принимается со скоростью около 200 м/мин на паковку массой до 20 кг. Техническая нить с линейной плотностью 1110 дтекс подвергают трощению (сложению 2-6 нитей вместе) и крутке (50-100 витков на 1 м) чаще всего на машинах с веретенами двойного кручения со скоростью около 50 м/мин. На свежесформованные нити, предназначенные для производства РТИ или шин, наносят адгезионную композицию (содержит эпоксидную смолу и отвердитель аминного типа) в количестве 0,4-0,8% от массы нити.
Экономичны схемы производства технических нитей, совмещающие стадии формования, вытягивания, а иногда и термообработки на одной машине, на которой нить со скоростью 2500-3000 м/мин принимается на паковку массой до 20 кг.
Текстильную нить в гладком виде получают обычно по классической схеме (формование и вытягивание на отдельных машинах) или совмещенной (на одной машине проводятся формование и вытяжка нити со скоростью 3000-4000 м/мин). По первой из них нить формуют со скоростью 1200-2000 м/мин и принимают на паковку массой 5-10 кг. Вытягивают в 3,5-5 раз со скоростью 600-1800 м/мин сначала при 70-90 °С, затем при 120-160°С; масса паковки 1,0-3,0 кг. Если нити подвергают крутке (100-200 витков на 1 м), их обрабатывают затем паром при 110-140°С в течение 0,5-1 ч с целью фиксации крутки, при которой происходит также снижение усадки (до 2-4%), после чего перематывают со скоростью 900-1200 м/мин на товарную паковку массой 1,5-3,0 кг.
Современная технология производства текстильных текстурированных нитей включает две основные стадии: высокоскоростное формование (до 6000 м/мин) и совмещенный процесс ориентационного вытягивания с текстурированием. Последний проводят на машинах, снабженных механизмом ложной крутки фрикционного типа, со скоростью 600-1000 м/мин; масса паковки 3-5 кг. Текстурировать нить можно подвергать дополнительно трощению, крутке (60-100 витков на 1 м) и поверхностному крашению. Производятся также пневмосоединенные и пневмотекстурированные однородные и неоднородные нити. Интенсивно развивается производство пряжеподобных нитей, состоящих из 60-100 элементарных нитей, профилированных, комбинированных, фасонных, разноусадочных и др. нитей.
Мононить получают на горизонтальных агрегатах по непрерывной технологической схеме, включающей формование в охладительную водную ванну (50-70°С) одновременно 20-60 мононитей, двустадийное ориентационное вытягивание в 4-5 раз в паровых или воздушных камерах при 120-160°С, термообработку под натяжением (2-10%) или в свободном состоянии при 180-220 °С и приемку со скоростью 80-120 м/мин; масса паковки 1-2 кг.
Свойства волокон приведены в таблице. 
Влагопоглощение при 20 °С и 65%-ной относительной влажности воздуха составляет 0,3-0,4%. Сохранение прочности в мокром состоянии 100%, в петле 80-90%, в узле 70-85%; модуль сдвига при кручении 80-150 МПа. Эластичное восстановление после деформации полиэфирного волокна на 5% равно 85-95%. Усадка в кипящей воде полиэфирного волокна, не подвергнутого термообработке, составляет 5-15%, термообработанного-1-4%. Устойчивость к истиранию полиэфирных волокон в 4-5 раз ниже, чем у полиамидных волокон. Сопротивление многократным изгибам также ниже, чем у полиамидных волокон, но в 2,5 раза выше, чем у гидратцеллюлозных. Ударная прочность полиэфирного корда в 4 раза выше, чем у полиамидного корда, и в 20 раз выше, чем у вискозного.
Интервал рабочих температур полиэфирных волокон от —60 до 170°С: температура плавления 260 b 2 °С; температура нулевой прочности 248 °С; 1,13 кДж/(кг·К). Под действием огня волокно плавится, но загорается с трудом, после удаления из огня самозатухает. Для снижения горючести полиэфирные волокна обрабатывают антипиренами (в массе или поверхностно, в количестве до 10% от массы волокна). Полиэфирное волокно сравнительно атмосферо- и светостойко: после пребывания на солнце в течение 600 ч теряет прочность на 60% (полиамидные волокна в этих условиях разрушаются).
Электрические свойства: e 2,8-3,2 (25°С; 50·10 6 Гц), rs 10 14 Ом.
Полиэфирное волокно растворяется в крезоле и др. фенолах; частично разрушается, растворяясь в концентрированной H2SO4 (выше 83%-ной) и HNO3, полностью разрушается при кипячении в концентрированных растворах щелочей, обработке водяным паром при 220 °С в течение 1 ч. Обработка паром при 100°С, ввиду частичного гидролиза ПЭТ, сопровождается уменьшением прочности. Устойчиво в ацетоне, СС14, дихлорэтане и др. растворителях, используемых в химической чистке, к действию окислителей и восстановителей, микроорганизмов, моли, коврового жучка.
Основные недостатки полиэфирных волокон-трудность крашения, гидрофобность, электризуемость, склонность к пиллингу (образование на поверхности изделия скрученных волоконец-«шариков»), жесткость изделий, плохая драпируемость.
Резаные волокна применяют в основном в смеси с шерстью, хлопком или льном (33-67%). Присутствие полиэфирных волокон повышает износостойкость и прочность, понижает сминаемость и усадочность ткани, позволяет сохранить красивый внешний вид и устойчивость формы готовых изделий при эксплуатации. Из полиэфирного резаного волокна в чистом виде или в смеси с др. природными и химическими волокнами выпускают костюмные, пальтовые, сорочечные, плательные ткани, технического сукна, нетканые материалы.
Сополиэфирные волокна (дилана, велана, тесил, викрон, грилен и др.). Недостатки полиэтилентерефталатного волокна во многом устраняются химической модификацией ПЭТ, например алифатической и ароматической дикарбоновыми кислотами или их эфирами, гидроксикислотами, диолами, содержащими также другие функциональные группы, полигликолями, соединения, содержащими сульфо- или карбоксильную группу, фосфор, галоген. Модифицированные добавки вводят на стадии синтеза ПЭТ.
Производятся также легко окрашиваемые, неэлектризующиеся, мало пиллингующиеся и др. виды сополиэфирных волокон и нитей.
Прочие полиэфирные волокна. Волокно из продукта поликонденсации терефталевой кислоты или ее диметилового эфира и 1,4-бмс-(гидроксиметил)циклогексана (кодель, вестан I) плавится при более высокой температуре (ок. 295 °С), обладает меньшими пиллингом (распушиванием) и плотностью (1,220 г/см3), лучшей накрашиваемостью, более высокой теплостойкостью, чем волокно из ПЭТ.

Волокно из полибутилентерефталата (ПБТ) имеет меньшую плотность (1,320 г/см3), чем из ПЭТ, хорошо окрашивается дисперсными красителями, отличается высокой химической стойкостью.
Текстильные нити из полиэтиленоксибензоата (А-Телл; ф-ла И), получаемого поликонденсацией этилового эфира n-гидроксибензойной кислоты, стойки к УФ облучению. По сравнению с волокном из ПЭТ они более устойчивы в воде, кислотах и щелочах, обладают высокой усадкой в кипящей воде (до 30%), лучшей накрашиваемостью, однако размягчаются и плавятся (соответственно при 185 и 223 °С) при более низких температурах; модуль деформации растяжения 4-8 ГПа.
Полиэфирные волокна получают также из полигликолида и полилактида (используют как рассасывающийся шовный материал в хирургии), поликарбонатов (мол. м. 30000-50000), перспективны волокна из жидкокристаллических полиэфиров.
Первое промышленное производство полиэтилентерефталатного волокна организовано в США в 1953, первое сополиэфирное волокно (дакрон Т-64) получено в США в 1962.
Источник: сайт о химии
Производство полиэфирного волокна
ТД Русхимволокно работает на рынке полимерных материалов уже более 19 лет. На сегодняшний день наша компания – один из крупнейших поставщиков полиэфирного химического волокна и нетканых материалов, в том числе с волокнами натурального происхождения.
Производство полиэфирного волокна осуществляется с использованием передовых технологий. Высокий уровень технического оснащения производителей полиэфирного волокна, отлаженные технологические процессы, квалифицированный персонал – все это обеспечивает выпуск продукции высокого качества. Наличие собственной лаборатории, оснащенной современным оборудованием, позволяет осуществлять многоуровневый контроль качества.
У нас вы можете купить первосортное полиэфирное волокно в любом необходимом количестве. Для каждого нашего клиента – выгодные цены от завода-производителя (без наценок), всегда в наличии широкий ассортимент наполнителей, а также надежность поставок!
Наполнитель полиэфирное волокно
Наименование продукции
Разновидность
Применение
Полиэфирное волокно полое
Полиэфирное волокно высокоизвитое
Полиэфирное волокно силиконизированное
3D(0,33 текс) х 64мм
7D(0,78 текс) х 32мм/64мм
15D(1,7 текс) х 32мм/64мм
Производство наполнителя для одеял, подушек, игрушек
Полиэфирное волокно регулярное
6D(0,67 текс) х 64мм
7D(О,78 текс) x 64мм
Производство синтепона, наполнителей для
одеял, подушек, игрушек, деталей мебели
Полиэфирное волокно бикомпонентное
Термосвязывающее волокно для производства синтепона
бикомпонентное и других нетканых материалов
Полиэфирное волокно регенерированное (вторичное)
6D(0,67 текс) х 64мм
7D (0,78 текс) х 64мм
Производство синтепона и других нетканых материалов.
Полиэфирная нить
Высокопрочные и малоусадочные полиэфирные нити уже давно заняли лидирующие позиции во многих отраслях производства. Стоит рассмотреть подробнее, что представляют собой эти волокна и где применяются.

Содержание
Что представляют собой полиэфирные нити
Во многих отраслях промышленности полиэфирные нити стали просто незаменимы. Изготавливаются они путем соединения таких веществ, как терефталевая кислота, этиленгликоль и двухатомный спирт.
Среди всех химических волокон ПЭ нити и волокна занимают одно из лидирующих мест. За год в России выпускается около 19 млн. тонн, такое число составляет около 60% от всех выпускаемых синтетических волокон. Еще с 1982 года выпуск ПЭ начал стремительно развиваться. Универсальность и высокие механические свойства и объясняют столь бурный прирост производства. Практические неизменные свойства в мокром состоянии, высокая термостойкость, биостойкость и остальные положительные характеристики не могли остаться без должного внимания. По этим причинам ПЭ волокна получили приоритет по сравнению с другими нитями.
Свойства полиэфирных волокон

Полиэфирные нити обладают рядом преимуществ. Среди положительных качеств стоит отметить:
Термостойкость волокна настолько высокая, что по этому показателю оно значительно превосходит природные и химические материалы. Даже длительная эксплуатация тканей из этих нитей при высоких температурах будут нипочем. Стоит отметить, что ПЭ волокна имеют не такую высокую устойчивость к истиранию и сопротивлению к изгибам, чем полиамидные нити, но их ударная прочность выше.
Большая упругость и низкая гигроскопичность являются еще одними отличительными свойствами полиэфирных волокон. Даже во влажном состоянии механические свойства не терпят изменений. Таким образом, ПЭ волокна позволяют изготавливать изделия, которые отлично держат форму. Такие ткани практически не сминаются, приданная форма отлично держится длительное время, обладают малой усадкой и достаточно быстро сохнут. Ковровый жучок, клещ, плесень, моль и другие микроорганизмы не страшных волокнам ПЭ.
Недостатки полиэфирных нитей
Полиэфирные нити, помимо положительных свойств, имеют и свои недостатки. Ткани из ПЭ нитей получаются крайне жесткими, электризуются, трудно окрашиваются и имеют низкую гигроскопичность.
Применение полиэфирных нитей

Благодаря многочисленным положительным свойствам полиэфирных нитей позволяют использовать их в самых разнообразных отраслях. Некоторые фабрики активно занимаются производством и выпуском этих нитей в самых разных оттенках.
Полиэфирные нити используют для изготовления:
ПЭ волокна текстильные, особенно, если они имеют текстуру, часто используют в изготовлении тканей (это может быть креп, тафта и тому подобные), бытового трикотажа, интерьерных тканей или текстиля для автомобилей. ПЭ штапельное удачно применяется в сочетании с натуральными волокнами. Из такого тандема получаются отличные ткани для пальто, сорочек и костюмов.
Если использовать штапельные полиэфирные волокна в сочетании с целлюлозными тканями, такими, как хлопок, лен, вискоза, недостатки последних будут практически полностью устранены. Снизится сминаемость, повысится износоустойчивость. Смесь ПЭ нитей с шерстью позволяет создать ткани для верхней одежды с максимально высокой прочностью и устойчивостью к истиранию.
Полиэфирные волокна оказались незаменимыми даже в некоторых отраслях техники. В процессе изготовления резиновых деталей и изделий нити используются, как армирующий материал. ПЭ волокна в этом случае по своим характеристикам существенно лидируют над вискозными и полиамидными нитями. Для изготовления фильтрующих полотен и армированных швейных нитей, полиэфирные волокна стали вне конкуренции, ввиду своих технических характеристик. Чтобы изготовить ковер или искусственный мех, используют все те же полиэфирные нити в индивидуальном или смешанном виде.
В скором будущем, многочисленные достоинства и отличные характеристики волокон из полиэфира позволят применять их в самых разнообразных отраслях. Будь то бытовые, либо же технические цели, ПЭ волокна в этом случае станут отличным сырьем.
Филамент для 3D принтера. Типы пластика для 3D печати.
В данной статье рассмотрим самые распространенные пластики для 3D принтера, такие как PLA, ABS и PETG, экзотические для творчества и хобби, а также инженерный пластик которые позволяют создавать изделия с заданными свойствами.
Краткий обзор пластиков Российского производства:
Диаметр нити для 3D принтера
На заре своей истории в 3d принтерах использовался пруток диаметром 3 мм и долгое время это было стандартом в 3D печати. В процессе эксплуатации было замечено, что для такого диаметра нужно достаточно большое усилие на экструдере 3D принтера и в целях уменьшения габаритов и улучшения стабильности работы стали использовать пруток диаметром 1,75 мм — это теперь стандарт изготовления нитей для 3D печати.
PLA пластик для 3D принтера

Что такое PLA пластик?
Прежде всего, с ним легко работать, т.к. PLA имеет более низкую температуру плавления, чем ABS и не дает большую усадку после охлаждения. Еще одним преимуществом использования PLA является то, что он не выделяет неприятный запах и токсичных веществ во время печати.
К тому же это биоразлагаемый термопластик, он более экологичен, чем большинство типов пластика для 3D-принтеров и производится из возобновляемых ресурсов, таких как кукурузный крахмал или сахарный тростник.
Как и ABS, PLA является основным материалом, используемым во многих экзотических пластиках, таких как токопроводящих, светящихся в темноте, наполненных деревом или металлом.
Параметры печати:
Температура экструзии — 190-230°C
Температура стола — 20-60°C
Межслойная адгезия — хорошая
Адгезия к столу — хорошая
Технические характеристики:
Температура плавления — 175-180°C
Температура размягчения — 50°C
Твердость (по Роквеллу) — R70-R90
Относительное удлинение при разрыве — 3,8%
Прочность на изгиб — 55,3 МПа
Прочность на разрыв — 57,8 МПа
Модуль упругости при растяжении — 3,3 ГПа
Модуль упругости при изгибе — 2,3 ГПа
Температура стеклования — 60-65°C
Плотность — 1,23-1,25 г/с м³
Минимальная толщина стенок — 1 мм
Точность печати — ± 0,1%
Усадка при изготовлении изделий — нет
Коэффициент линейного (теплового ) расширения — 8.5*10-5 /°C
Плюсы:
Не дает усадки при печати, что позволяет получить точное соответствие размеров напечатанного изделия, смоделированному.
Не требует подогреваемого стола и не боится сквозняков при печати, а значит может использоваться для печати на самом дешевом китайском принтере с открытой областью сборки.
Нетоксичен. Во время печати приятно и несильно пахнет, что позволяет печатать им в квартире без использования специальной вытяжки.
Твердый и прочный, имеет широкий диапазон применений.
Производится из натуральных компонентов, может использоваться для контакта с пищевыми продуктами.
Биоразлагаемый, модели из данного пластика не наносят вреда окружающей среде при утилизации.
Минусы:
Под воздействием воздуха и ультрафиолета, как и любой натуральный материал, со временем становится более хрупким, вследствие чего не рекомендуется для долговременного применения при больших физических нагрузках или использования без защитного покрытия на открытом воздухе.
Гигроскопичный, впитывает влагу из воздуха.
Низкая температура размягчения (50 °C) — в салоне машины, оставленной на солнце в жаркий день, легко размягчается и теряет форму.
Высокая твердость пластика затрудняет его механическую обработку.
Пластик некоторых производителей, из-за высокого содержания остаточных мономеров, склонен к образованию пробок в цельнометаллических хотэндах.
Области использования PLA пластика
По сравнению с другими типами нитей для 3D-принтера PLA является хрупким, поэтому избегайте его использования при изготовлении предметов, которые могут изгибаться, скручиваться или падать, таких как чехлы для телефонов, износостойкие игрушки или ручки для инструментов.
Вам также следует избегать использования его с предметами, которые должны выдерживать более высокие температуры, так как PLA имеет тенденцию деформироваться уже при температуре 60 ° C или выше. Для всех других применений PLA обеспечивает хорошие эксплуатационные свойства. Обычные — это мастер модели, игрушки, прототипы и контейнеры.
Где купить PLA пластик
В России есть несколько производителей нитей из этого пластика, наиболее известные — BestFilament, Filamentarno, Rec3D, FD plast, Element за рубежом — это ColorFabb, Esun, Prusa, MakerBot, Ultimaker. Самые дешевые производит FD Plast, далее по возрастающей Element, Filamentarno, BestFilament, Rec3D.
ABS пластик для 3D принтера

Что такое ABS пластик?
Акрилонитрил-бутадиен-стирол (АБС ) занимает второе место по популярности среди пластиков для 3D-принтеров после PLA. Что касается свойств материала, ABS на самом деле превосходит PLA, несмотря на то, что печать на нем несколько сложнее. Именно по этой причине ABS встречается во многих промышленных, бытовых и потребительских товарах.
Изделия из ABS отличаются высокой прочностью и способностью противостоять высоким температурам, но пользователи должны помнить о высокой температуре 3D печати, склонности к усадке при охлаждении и неприятном запахе во время печати. Обязательно печатайте с нагревательным столом и в хорошо проветриваемом помещении.
Параметры печати:
Температура экструзии — 210-245°C
Температура стола — 90-120°C
Межслойная адгезия — средняя
Адгезия к столу — средняя
Технические характеристики
Температура плавления — 175-210°C
Температура размягчения — 100°C
Твердость (по Роквеллу) — R105-R110
Относительное удлинение при разрыве — 6%
Прочность на изгиб — 41 МПа
Прочность на разрыв — 22 МПа
Модуль упругости при растяжении — 1,6 ГПа
Модуль упругости при изгибе — 2,1 ГПа
Температура стеклования — 105°C
Плотность — 1,1 г/с м³
Точность печати — ± 1%
Усадка при изготовлении изделий — до 1%
Коэффициент линейного (теплового ) расширения — от 7 до 15*10-5 /°C
Плюсы:
Хорошее сочетание прочности и упругости позволяет использовать его для изготовления в изделиях рассчитанных на долгий срок эксплуатации.
Широкий диапазон используемых температур позволяет эксплуатировать изделия в сферах от игрушек до деталей бытовых и промышленных приборов.
Простота механической обработки, в комплексе с химической полировкой поверхности недорогими растворителями типа ацетона, позволяют делать декоративные изделия или корпуса с высоким качеством поверхности.
ABS пластик армированный стекловолокном или углеволокном имеет более высокую прочность (на изгиб до 80 МПа), температуру эксплуатации (до 130 град.) и низкую, почти нулевую усадку, обладает улучшенной фактурой внешней поверхности, но требует использования сопел из закаленной стали, карбида вольфрама или с наконечниками из корунда в связи с высоким износом.
Минусы:
Плохо переносит воздействие ультрафиолетового излучения, желтеет под солнечным светом, что ограничивает применение неокрашенных поверхностей на открытом воздухе
Не любит сквозняков при печати, что ограничивает применение в дешевых принтерах с открытой областью сборки.
Из-за относительно высокой усадки склонен к деламинации (расслоению ), требует наличия подогреваемого стола, без него возникают проблемы с прилипанием к столу первого слоя.
В процессе печати может образовываться неприятных запах, печатать лучше в проветриваемом помещении или оснащать принтер системой вытяжной вентиляции
Области использования ABS пластика
ABS пластик достаточно прочен, способен выдерживать высокие нагрузки и температуру, умеренно гибкий. В совокупности эти свойства делают АБС хорошей универсальной нитью для 3D-принтеров общего назначения, но на самом деле она используется в предметах, которые испытывают нагрузки, роняются или нагреваются. Примеры: чехлы для телефонов, износостойкие игрушки, ручки для инструментов, компоненты автомобильной отделки и корпуса, деталей бытовых и промышленных приборов.
Где купить ABS пластик
В России есть несколько производителей нитей из этого пластика, наиболее известные — BestFilament, Filamentarno, Rec3D, FD plast, Picasso 3D, за рубежом — это ColorFabb, Esun, Prusa, MakerBot, Ultimaker. Самые дешевые производит FD Plast, далее по возрастающей Element, Filamentarno, BestFilament, Rec3D.
Что такое PTEG?
Полиэтилентерефталат (ПЭТ ) является еще одним часто используемым пластиком во всем мире. Наиболее известен как полимер, используемый в бутылках для воды, он также содержится в волокнах одежды и пищевых контейнерах. Сырой PET редко используется в 3D-печати, его собрат — PETG является третьим по популярности материалом используемым для 3D-принтеров.
Буква «G » в PETG обозначает «модифицированный гликолем» в результате получается нить, которая является более точной, менее хрупкой и что наиболее важно, более простой в использовании, чем ее основная форма. По этой причине PETG часто считается промежуточным пластиком между ABS и PLA, поскольку он более гибкий и долговечный, чем PLA и им легче печатать, чем ABS.
При использовании PETG следует помнить о трех вещах, которые следует учитывать любителям 3D-принтеров:
Полиэтилентриметилентерефталат (PETT ) является еще одним вариантом PET. Эта нить для 3D-принтера, более жесткая, чем PETG, популярна благодаря своей прозрачности.
Параметры печати:
Температура экструзии — 215-245°C
Температура стола — 20-80°C
Межслойная адгезия — очень высокая
Адгезия к столу — средняя
Технические характеристики
Температура плавления — 222-225°C
Температура размягчения — 80°C
Твердость (по Роквеллу) — R106
Относительное удлинение при разрыве — 50%
Прочность на изгиб — 76,1 МПа
Прочность на разрыв — 36,5 МПа
Модуль упругости при растяжении — 2,6 ГПа
Модуль упругости при изгибе — 1,12 ГПа
Температура стеклования — 80°C
Плотность — 1,3 г/с м³
Точность печати — ± 0,1%
Усадка при изготовлении изделий — 0,2%
Коэффициент линейного (теплового ) расширения — 8*10-5 /°C
Плюсы:
Отсутствие запаха при печати — позволяет печатать в домашних условиях не используя дополнительную вытяжку.
Отсутствие усадки, обеспечивает высокую точность размеров принтов.
Очень сильное спекание между слоями — можно печатать тонкостенные изделия с высокой прочностью.
Стойкость к ультрафиолету — напечатанные модели можно использовать на открытом воздухе.
Широкий температурный диапазон эксплуатации.
При печати не требуется закрытая камера.
Хорошее скольжение и ударопрочность — можно печатать шестерни, втулки и другие детали механизмов.
Не токсичен, можно печатать изделия контактирующие с продуктами питания.
Минусы:
Высокая текучесть требует тщательной настройки отката прутка, в противном случае будет много подтеков, впадин и паутинок на поверхности модели
Плохо печатаются маленькие детали и модели небольшими с выступами, поверхность получается неровной, т.к. PETG имеет высокую текучесть в нагретом состоянии
Высокая температура печати быстро выводит из строя фторопластовую вставку в хотэнде и заставляет задуматься о переходе на цельнометаллические термобарьеры.
За счет высокой адгезии между слоями, модели зачастую имеют более высокую прочность по сравнению с другими популярными пластиками
Хрупкий, трескается обычно не вдоль слоев на поперек, для деталей которые будут испывать нагрузки требуется достаточная толщина стенки, тонкие будут трескаться
Низкая температура эксплуатации, выше 60 град. детали уже начинают размягчаться и деформироваться
PETG — это универсальный материал, он отличается от многих других типов нитей для 3D-принтеров своей гибкостью, прочностью и ударопрочностью. Это делает его идеальной нитью для использования в объектах, которые могут испытывать постоянное или внезапное напряжение, такими как детали механизмов, детали принтера и защитные компоненты.
Где купить PETG пластик
В России есть несколько производителей нитей из этого плаcтика, наиболее известные — BestFilament, Filamentarno, Rec3D, FD plast, Picasso 3D, за рубежом — это ColorFabb, Esun, Prusa, MakerBot, Ultimaker. Самые дешевые производит FD Plast, далее по возрастающей Element, Filamentarno, BestFilament, Rec3D.

Что такое нейлон?
Нейлон, популярное семейство синтетических полимеров, используемых во многих отраслях промышленности, является чемпионом по прочности и долговечности в мире 3D-печати.
Еще одна уникальная особенность состоит в том, что ее можно покрасить как до, так и после процесса печати. Отрицательной стороной этого является то, что нейлон, как и PETG, гигроскопичен, поэтому хранить его следует в прохладном, сухом месте, чтобы обеспечить лучшее качество отпечатков.
Параметры печати:
Температура экструзии — 235-260°C
Температура стола — 100-120°C
Адгезия слоев — высокая
Адгезия к столу — низкая
Технические характеристики:
Температура плавления — 215-220°C
Температура размягчения — 120°C
Твердость (по Роквеллу) — R70-R90
Относительное удлинение при разрыве — 300%
Прочность на изгиб — 70 МПа
Прочность на разрыв — 66-83 МПа
Модуль упругости при растяжении — 2,7 ГПа
Модуль упругости при изгибе — 2,6 ГПа
Температура стеклования — 50-70°C
Плотность — 1,13 г/с м³
Минимальная толщина стенок — 1 мм
Точность печати — ± 3%
Усадка при изготовлении изделий — 1%
Плюсы:
Высокий коэффициент скольжения.
Минусы:
Высокая усадка, при моделировании необходимо обязательно корректировать размеры с учетом температурного расширения.
Области использования Нейлона
Прочностью, гибкость и долговечность нейлона, дают возможности использовать этот тип нити 3D-принтера для создания инструментов, функциональных прототипов или механических деталей, таких как петли, замки или шестерни.
Где купить Нейлон для 3D принтера
Гибкие и резиноподобные TPE, TPU, TPC, Flex, SEBS (Rubber ) пластики для 3D принтера

Свойства эластомеров
Термопластичные эластомеры (ТПЭ ) — это пластики с резиновыми свойствами. TPE обычно используется в автомобильных деталях, бытовых приборах и медицинских расходных материалах. В действительности, TPE — это широкий класс сополимеров (и полимерных смесей), но тем не менее он используется для маркировки многих коммерчески доступных типов нитей для 3D-принтеров.
Термопластичный сополиэфир (TPC ) — это одна разновидность TPE, хотя и не так широко используемая, как TPU. Основным преимуществом TPC является его более высокая стойкость к химическому и ультрафиолетовому воздействию, а также к нагреву (до 150 ° C).
СЭБС или стирол-этилен-бутилен-стирол, также известный как SEBS (Rubber ), является важным термопластичным эластомером, который ведет себя как резина, не подвергаясь вулканизации. SEBS прочный и гибкий, обладает отличной термостойкостью и устойчивостью к ультрафиолету, а также прост в обработке. SEBS cпециальный материал, который своим свойствам очень близок к настоящей резине, повторяя все её свойства. Материал очень хорошо подойдет для печати: кнопок, уплотнителей, амортизаторов и даже покрышек для радиоуправляемых моделей. Склеивается при помощи синтетических каучуков или с помощью паяльного фена.
Печать такими пластиками имеет свои особенности, они сложно и нестабильно выдавливается из сопла, имеют нестабильность геометрических размеров, равнодушны с большинству растворителей.
СВОЙСТВА НИТИ 3D-ПРИНТЕРА: TPE, TPU, TPC, SEBS (Rubber )
Области применения TPE, TPU, TPC и SEBS?
Если ваш отпечаток должен сгибаться, растягиваться или сжиматься, это выбирайте TPE, TPU, TPC или SEBS. Это могут быть игрушки, чехлы для телефонов, браслеты, колеса для радиоуправляемых моделей и т.д. TPC может использоваться в более суровых условиях, например на открытом воздухе.
PC (поликарбонат ) пластик для 3D принтера

Что такое PC?
Поликарбонат (PC ), помимо того, что он является самой прочной нитью для 3D-принтеров, представленной в этом списке, чрезвычайно прочен и устойчив к физическим воздействиям и нагреву, способен выдерживать температуры до 110 ° C. Он также прозрачный, что объясняет его использование в коммерческих предметах, таких как пуленепробиваемое стекло, маски для подводного плавания и электронные экраны.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Несмотря на некоторые подобные случаи использования, ПК не следует путать с акриловым стеклом или оргстеклом, которые разрушаются или растрескиваются под нагрузкой. В отличие от этих двух материалов, ПК является умеренно гибким (хотя и не таким, как, например, нейлон), что позволяет ему изгибаться до тех пор, пока в конечном итоге не деформируется.
СВОЙСТВА НИТИ 3D-ПРИНТЕРА: ПК (ПОЛИКАРБОНАТ )
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ НИТЬ ДЛЯ 3D ПРИНТЕРА?
Благодаря своим физическим свойствам, ПК является идеальной нитью для 3D-принтера для деталей, которые должны сохранять свою прочность, ударную вязкость и форму в условиях высокой температуры, таких как электрические, механические или автомобильные компоненты. Также попробуйте воспользоваться его оптической четкостью в проектах освещения или для экранов.
SBS пластик для 3D принтера

SBS (стиролбутадиен –стирол) — характеризуется низкой токсичностью и усадкой, а также высокой прочностью. Основное его преимущество в его прозрачности. Изделия, напечатанные этим пластиком и обработанные сольвентом, приобретают прозрачность окрашенного стекла.
Температура экструзии — 220-240°C
Температура стола — 70-90°C
Межслойная адгезия — низкая
Адгезия к столу — средняя
Температура плавления — 190-210°C
Температура размягчения — 76°C
Твердость (по Роквеллу) — R118
Относительное удлинение при разрыве — 250%
Прочность на изгиб — 36 МПа
Прочность на разрыв — 34 МПа
Модуль упругости при растяжении — 1,35 ГПа
Модуль упругости при изгибе — 1,45 ГПа
Температура стеклования — 95°C
Плотность — 1,01 г/с м³
Точность печати — ± 0,4%
Усадка при изготовлении изделий — 0,2%
Коэффициент линейного (теплового ) расширения — 8*10-5 /°C
Производителей на рынке представлено не так уж и много. Но цветовая гамма завораживает.
Плюсы:
Относительно низкая усадка, позволяющая печатать в принтерах с открытым корпусом.
Высокая адгезия к столу.
Возможность контакта с пищевыми изделиями.
Красивые цвета, позволяющие создавать уникальные предметы декора.
Прозрачность после обработки, возможность использования в светильниках.
Широкий диапазон температур эксплуатации, морозостойкость.
Простота постобработки как химическими, так и механическими методами.
Минусы:
Слабая межслойная адгезия, требует сопел с большим диаметром отверстия, либо печати со 100% заполнением.
Относительно высокая температура печати, как и у PETG.
Области применения: Элементы декора, уникальные дизайнерские решения, морозоустойчивые изделия, освещение, посуда, световые короба.
Где купить SBS пластик для 3D принтера
В России, пожалуй самые известные производители этого плаcтика — Filamentarno и BestFilament.
PLA Wood пластик с добавлением деревянного порошка для 3D печати

ЧТО ТАКОЕ ДРЕВЕСНАЯ НИТЬ?
Заинтересованы в печати объектов, которые выглядят и чувствуют себя как дерево? Ну, вы можете! Конечно, это не дерево — это не очень хорошая нить для 3D-принтера — это PLA, пропитанная древесным волокном.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Сегодня на рынке существует множество нитей для 3D-принтеров Wood-PLA. К ним относятся более стандартные сорта древесины, такие как сосна, береза, кедр, черное дерево и ива, но ассортимент также распространяется на менее распространенные сорта, такие как бамбук, вишня, кокос, пробка и олива.
Как и в случае с другими типами нитей для 3D-принтеров, здесь есть компромисс с использованием дерева. В этом случае эстетическая и тактильная привлекательность достигается за счет снижения гибкости и прочности.
Будьте осторожны с температурой, при которой вы печатаете древесину, так как слишком большое количество тепла может привести к почти сгоревшему или карамельному виду. С другой стороны, внешний вид ваших деревянных творений может быть значительно улучшен с помощью небольшой обработки после печати!
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ ДРЕВЕСНЫЙ 3D-ПРИНТЕР НАКАЛИВАНИЯ?
Дерево пользуется популярностью среди предметов, которые ценятся меньше за их функциональные возможности, а больше за внешний вид. При печати объектов, отображаемых на столе, столе или полке, используйте древесную нить для 3D-принтера. Примеры включают чаши, статуэтки и награды. Одним из действительно креативных применений дерева в качестве нити для 3D-принтера является создание масштабных моделей, таких как используемые в архитектуре.
Пластик с добавлением металлического порошка для 3D принтера
ЧТО ТАКОЕ МЕТАЛЛИЧЕСКАЯ НИТЬ?
Может быть, вы ищете другой тип эстетики в ваших принтах — более объемное и блестящее. Ну, для этого вы можете использовать металл. Как и деревянная нить для 3D-принтера, металлическая нить на самом деле не металлическая. На самом деле это смесь металлического порошка и PLA или ABS. Но это не мешает результатам иметь внешний вид металла.
Даже вес является металлоподобным, поскольку смеси, как правило, в несколько раз плотнее, чем чистый PLA или ABS.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Бронза, латунь, медь, алюминий и нержавеющая сталь — это лишь некоторые из имеющихся на рынке металлических нитей для 3D-принтеров. И если вас интересует особый внешний вид, не бойтесь полировать, выдерживать погодные условия или тускнеть после печати.
Возможно, вам придется заменить форсунку немного раньше в результате печати на металле, поскольку зерна немного абразивны, что приводит к повышенному износу форсунки.
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ МЕТАЛЛИЧЕСКУЮ 3D-НИТЬ ДЛЯ ПРИНТЕРА?
Металл может быть использован для печати для эстетики и функциональности. Статуэтки, модели, игрушки и жетоны прекрасно смотрятся с металлическим принтом. И до тех пор, пока им не придется сталкиваться с чрезмерными нагрузками, не стесняйтесь использовать металлическую нить для 3D-принтера, чтобы создавать детали с определенной целью, например, инструменты, решетки или отделочные компоненты.
Биоразлагаемый (bioFila ) пластик для 3D принтера

ЧТО ТАКОЕ БИОРАЗЛАГАЕМАЯ НИТЬ?
Биоразлагаемые нити для 3D-принтеров составляют уникальную категорию, поскольку их наиболее ценные характеристики не зависят от их физического характера. Как может засвидетельствовать большинство любителей, не каждый отпечаток получается так, как вы хотите, и это приводит к необходимости выбрасывать тонну пластика. Биоразлагаемые нити стремятся свести на нет воздействие на окружающую среду, которое это оказывает на нашу планету.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Как упоминалось ранее в этой статье, PLA на самом деле является биоразлагаемой нитью, но другие включают линию BioFila от TwoBears и Biome3D от Biome Bioplastics.
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ БИОРАЗЛАГАЕМЫЕ НИТИ ДЛЯ 3D-ПРИНТЕРА?
Независимо от их основной причины существующих, биоразлагаемые нити 3D-принтеров часто производят элементы физического качества. Используйте их в любое время, когда у вас нет особых требований к силе, гибкости или выносливости. И если вы действительно хотите воспользоваться предложением биоразлагаемых нитей для печати без вины, попробуйте использовать их в проектах, которые требуют прототипирования.
Токопроводящий (conductive ) пластик для 3D принтера
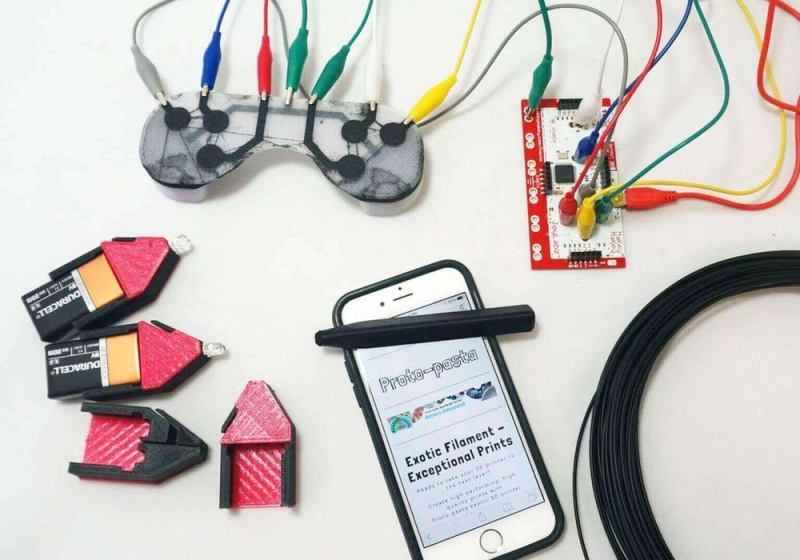
ЧТО ТАКОЕ ПРОВОДЯЩАЯ НИТЬ?
Кажется, с таким количеством прочных, гибких и долговечных типов нитей для 3D-принтеров повсюду можно найти конструкторские и механические проекты. Введите проводящие нити 3D-принтера — нить, которая, как следует из ее названия, проводит электричество. Время для инженеров-электриков и компьютерщиков присоединиться к веселью!
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
С добавлением проводящих углеродных частиц в PLA или ABS легко реализовать мечты о печати низковольтных электронных схем. Просто соедините проводящую нить 3D-принтера с обычным PLA или ABS в машине для двойной экструзии.
КОГДА СЛЕДУЕТ ИСПОЛЬЗОВАТЬ ПРОВОДЯЩУЮ НИТЬ ДЛЯ 3D-ПРИНТЕРА?
Несмотря на то, что этот тип нити накала 3D-принтера поддерживает только низковольтные схемы, небо — предел с индивидуальными проектами в области электроники. Если вы экспериментируете, попробуйте соединить печатную плату со светодиодами, датчиками или даже Raspberry Pi! Если вы ищете более конкретное, популярные идеи включают игровые контроллеры, цифровые клавиатуры и трекпады.
Флоуресцентный пластик светящийся в темноте для 3D принтера
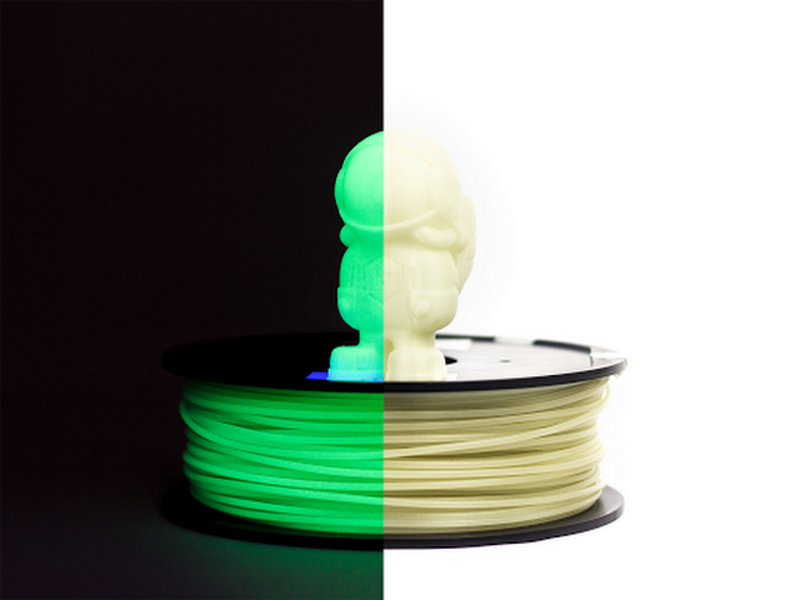
ЧТО ТАКОЕ НИТЬ СВЕТЯЩЕГОСЯ В ТЕМНОТЕ?
Нить светящегося в темноте 3D-принтера — само собой разумеется. Оставьте свой отпечаток на некоторое время на свету, затем щёлкните по переключателю, и вот этот жуткий зеленый свет.
Это не должно быть зеленым, конечно. Это также может быть синий, красный, розовый, желтый или оранжевый. Но зеленый это так круто …
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Для достижения наилучших результатов рассмотрите печать с толстыми стенками и небольшим заполнением. Чем толще ваши стены, тем сильнее свечение!
КОГДА СЛЕДУЕТ ИСПОЛЬЗОВАТЬ НИТЬ ДЛЯ 3D-ПРИНТЕРА GLOW-IN-THE-DARK?
Магнитный пластик для 3D принтера

ЧТО ТАКОЕ МАГНИТНАЯ НИТЬ?
Металлические и проводящие отпечатки не являются достаточно захватывающими для вас? Хорошо, тогда как насчет магнитных отпечатков? Эта экзотическая нить для 3D-принтера, основанная на PLA или ABS и наполненная порошковым железом, имеет зернистую, металлическую отделку и, конечно, прилипает к магнитам!
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
КОГДА СЛЕДУЕТ ИСПОЛЬЗОВАТЬ МАГНИТНУЮ НИТЬ ДЛЯ 3D-ПРИНТЕРА?
Используйте этот тип нити для 3D-принтера всякий раз, когда вы хотите, чтобы ваши отпечатки прилипли к чему-то магнитному. Украшения (особенно для холодильника) являются наиболее очевидным примером, но почему бы не включить магнетизм в игрушки или инструменты?
Пластик изменяющий цвет для 3D принтера

ЧТО ТАКОЕ ИЗМЕНЯЮЩАЯ ЦВЕТ НИТЬ НАКАЛА?
Помните те футболки 80-х, которые меняли цвет в зависимости от температуры тела? Или как насчет кольца настроения? Ну, это то же самое дело, потому что изменяющие цвет нити 3D-принтера также меняют цвет в зависимости от изменения температуры.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Нити из этой категории имеют тенденцию меняться между двумя цветами, например, от фиолетового до розового, от синего до зеленого или от желтого до зеленого.
Как и в случае других экзотических типов нитей для 3D-принтеров, изменяющая цвет нить накала существует в смесях PLA и ABS.
КОГДА СЛЕДУЕТ ИСПОЛЬЗОВАТЬ ИЗМЕНЯЮЩУЮ ЦВЕТ НИТЬ ДЛЯ 3D-ПРИНТЕРА?
Не имея специальных физических, тактильных или функциональных характеристик, этот тип нити для 3D-принтера является исключительно хорошим для эстетики. Используйте его всякий раз, когда вы обычно используете PLA или ABS, но вам нужна дополнительная визуальная вспышка. Хорошие проекты-кандидаты включают чехлы для телефонов, носки, игрушки и контейнеры.
Керамический пластик для 3D принтера
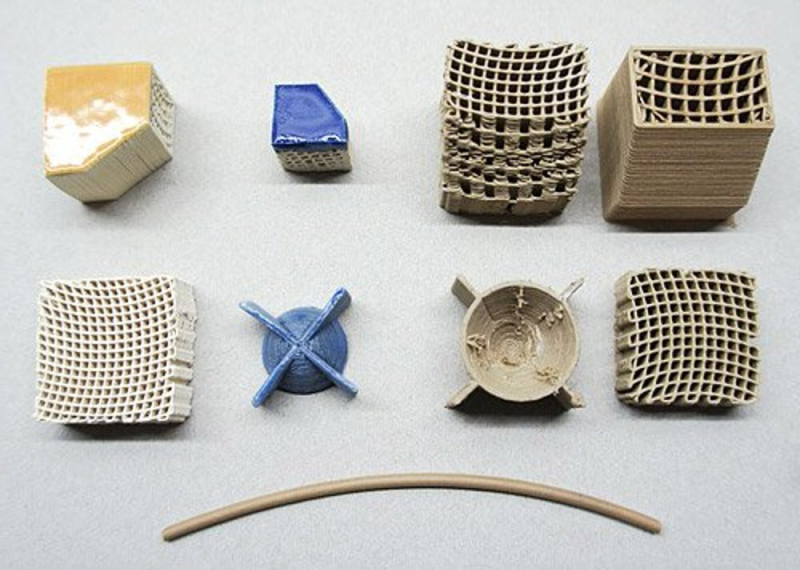
ЧТО ТАКОЕ ГЛИНА / КЕРАМИЧЕСКАЯ НИТЬ?
Как видно из этой статьи, пластик имеет тенденцию доминировать в 3D-печати в качестве основного материала для печати. Мы уже исследовали некоторые другие варианты, и вот еще: глина. Обладая глиняными свойствами, глиняная 3D-нить для печати содержит смесь глины и полимера.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Есть несколько различных компаний, предлагающих каменные / земляные филаменты на основе материалов, причем глина (часто продается как керамическая) — это та, которая, возможно, наиболее эффективна: искусственная керамика.
Общей чертой, разделяющей эти нити, является хрупкость, а это означает, что для правильной обработки и печати необходимо соблюдать осторожность.
LAYCeramic от Lay Filament является одним из примеров керамической нити, которая достигает почти аутентичных результатов. Воспламеняемый через печь после печати, полимер, связывающий керамические частицы внутри, де-связывается, оставляя после себя слегка усохший, но затвердевший отпечаток, готовый к остеклению и другим эффектам последующей обработки керамики.
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ ГЛИНЯНУЮ / КЕРАМИЧЕСКУЮ НИТЬ ДЛЯ 3D-ПРИНТЕРА?
Когда вы ищете глиняную посуду ручной работы, выглядело в сочетании с невероятно точной повторяемостью, которую дает 3D-печать.
Коэффициент линейного (теплового ) расширения — от 6 до 8*10-5 /°C
Профессиональные пластиковые нити для 3D принтеров
Мы выделили следующие типы нитей для 3D-принтеров как «профессиональные » по двум причинам:
Во-первых, по сравнению с уже обсуждавшимися, оставшиеся типы нитей для 3D-принтеров встречаются реже в настольной 3D-печати, более популярны среди экстремальных любителей и чаще появляются в промышленных и коммерческих сценариях.
Во-вторых, многие из следующих нитей обеспечивают функцию, отличную от простого печатного материала, такую как структурная опора или очистка экструдера.
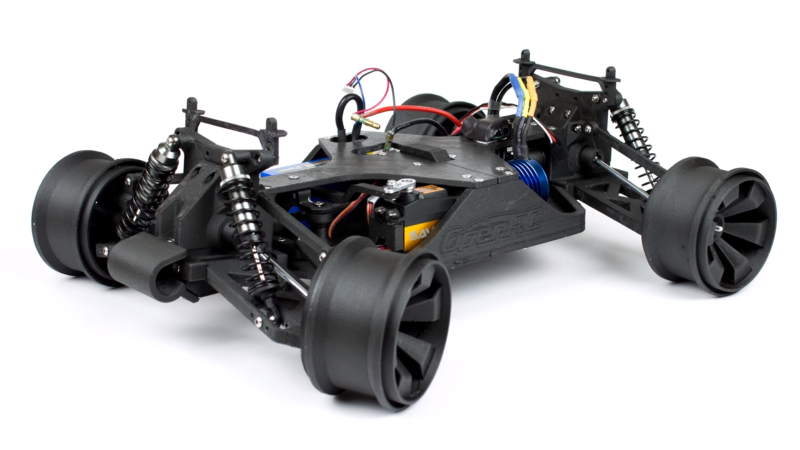
ЧТО ТАКОЕ НИТЬ ИЗ УГЛЕРОДНОГО ВОЛОКНА?
Когда типы нитей для 3D-принтеров, такие как ABS, PETG и нейлон, армированы углеродным волокном, получается чрезвычайно жесткий и жесткий материал с относительно небольшим весом. Такие соединения блестят в структурных применениях, которые должны выдерживать самые разнообразные условия конечного использования.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Компромисс — повышенный износ сопла вашего принтера, особенно если он сделан из мягкого металла, такого как латунь. Даже всего лишь 500 граммов этой экзотической нити для 3D-принтера заметно увеличат диаметр латунного сопла, поэтому, если вам не нравится частая замена сопла, рассмотрите возможность использования одного из (или покрытого) более жесткого материала.
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ УГЛЕРОДНУЮ НИТЬ ДЛЯ 3D-ПРИНТЕРА?
Благодаря своей структурной прочности и низкой плотности углеродное волокно является фантастическим кандидатом на механические компоненты. Хотите заменить деталь в вашей модели автомобиля или самолета? Попробуйте эту нить 3D-принтера.
Коэффициент линейного (теплового ) расширения обычно уменьшается в 2 — 3 раза.
PC / ABS пластик для 3D принтеров

ЧТО ТАКОЕ НИТЬ PC / ABS?
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ НИТЬ ДЛЯ 3D ПРИНТЕРА ИЛИ ПК?
Функциональные прототипы, инструменты и мелкосерийные детали, которые должны выдерживать небольшие удары и удары, хорошо подходят для ПК / АБС.
Коэффициент линейного (теплового ) расширения — ABS/PC Blend 20% Glass Fiber 2 *10-5 /°C, ABS/PC от 4 до 5 *10-5 /°C
PA / ABS пластик для 3D принтеров
ABS с добавкой нейлона, улучшается прочность, повышается температура эксплуатации
HIPS пластик для 3D принтеров

ЧТО ТАКОЕ НИТЬ HIPS?
В коммерческом мире ударопрочный полистирол (HIPS ) — сополимер, который сочетает в себе твердость полистирола и эластичность резины — обычно встречается в защитной упаковке и контейнерах, таких как футляры для компакт-дисков.
В мире 3D-печати HIPS обычно играет другую роль. 3D-принтеры не могут печатать на воздухе. Навесы требуют некоторой базовой структуры, и именно здесь HIPS действительно сияет. В сочетании с ABS в двойном экструзионном принтере HIPS является отличным вспомогательным материалом.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Для двойной экструзионной печати с помощью HIPS просто закрутите опоры до максимума и заполните все пробелы в своем дизайне нитью HIPS 3D-принтера. Погружение готового отпечатка в лимонен отодвинет БЕДРА, оставляя ваш конечный продукт позади.
К сожалению, использование HIPS в качестве вспомогательного материала ограничивает вас печатью фактической детали из ABS. Другие материалы накаливания 3D-принтера будут повреждены лимоненом. В любом случае, HIPS и ABS хорошо печатаются вместе, имеют одинаковую прочность, жесткость и требуют сопоставимой температуры печати.
На самом деле, несмотря на то, что HIPS изначально использовался в качестве вспомогательного материала, он является достойной нитью для 3D-принтеров. Он прочнее, чем PLA и ABS, деформируется меньше, чем ABS, и его легко приклеивать, шлифовать и окрашивать.
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ HIPS 3D PRINTER FILAMENT?
Обладая многими характеристиками с ABS, нить для 3D-печати HIPS отлично подходит для деталей, которые должны выдерживать износ, а также для проектов, в которых требуется отделочный материал для достижения конечного вида.
PVA пластик для 3D принтеров

ЧТО ТАКОЕ ПВА?
Поливиниловый спирт (PVA ) растворим в воде, и это именно то, чем пользуются коммерческие применения. Популярное использование включает упаковку для моющих средств для посуды в посудомоечной машине или пакеты, наполненные рыболовной приманкой. (Бросьте мешок в воду и наблюдайте, как он растворяется, выпуская приманку.)
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Тот же принцип применим к 3D-печати, что делает PVA отличным вспомогательным материалом при сопряжении с другой нитью 3D-принтера в 3D-принтере с двойной экструзией. Преимущество использования PVA перед HIPS состоит в том, что он может быть напечатан не только с помощью ABS.
Компромисс — это нить 3D-принтера, с которой немного сложнее обращаться. Также следует соблюдать осторожность при хранении, так как даже влага в атмосфере может повредить нить перед печатью. Сухие коробки и мешочки с кремнеземом необходимы, если вы планируете использовать катушку из PVA, пригодную для использования в долгосрочной перспективе.
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ PVA 3D-ПРИНТЕР?
PVA нить — отличный выбор в качестве материала для поддержки сложных отпечатков с выступами.
Воск для печати на 3D принтере. 3D Wax. Литьевой воск
ЧТО ТАКОЕ ВОСКОВАЯ НИТЬ?
Хотите напечатать из настоящей латуни, олова или другого металла? Ну, вы можете! Вид … На самом деле вы будете печатать форму, используя нить для воска с 3D-принтером. Но после нескольких дополнительных шагов ваш дизайн действительно может прийти в яркую, металлическую жизнь.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Процесс называется «потерянным воском» или «инвестиционным » кастингом, и он более или менее работает так:
Нить из воскового 3D-принтера делает первый шаг простым, поскольку обычно приходится вырезать форму из чистого воска.
КОГДА СЛЕДУЕТ ИСПОЛЬЗОВАТЬ ВОСКОВУЮ (MOLDLAY ) 3D-НИТЬ ДЛЯ ПРИНТЕРА?
Если вы отливаете детали из металлов, воскообразные нити, такие как MOLDLAY, могут предоставить вам большую гибкость, позволяя напрямую печатать сложные 3D-рисунки, которые вписываются в рабочий процесс литья по выплавляемым моделям.
Где купить нить воска для 3D печати на 3D принтере
В России наиболее известный производитель нитей на основе воск — Filamentarno и Rec3D, за рубежом — это Sunlu, Yasin.
ASA пластик для 3D принтера
ЧТО ТАКОЕ НИТЬ ASA?
Конечно, АБС великолепен, но у него есть свои недостатки. Вот почему производители пластмасс всегда ищут альтернативы. Одной из таких альтернатив является акрилонитрил-стирол-акрилат (ASA ), который первоначально был разработан как устойчивый к атмосферным воздействиям материал. Следовательно, это основное применение в автомобильной промышленности.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Помимо того, что нить 3D-принтера прочная, жесткая и относительно простая для печати, ASA также чрезвычайно устойчива к химическому воздействию, нагреву и, что особенно важно, к изменениям формы и цвета. Отпечатки из АБС имеют тенденцию к денатурации и желтому цвету, если их оставить на открытом воздухе. Такого не бывает с ASA.
Еще одним небольшим преимуществом использования ASA по сравнению с ABS является то, что он меньше деформируется во время печати. Но будьте осторожны с тем, как вы настраиваете свой охлаждающий вентилятор; ASA может легко испортить, если во время печати будут сквозняки.
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ НИТЬ ДЛЯ 3D-ПРИНТЕРА ASA?
Для всего, начиная от скворечников и заканчивая нестандартными садовыми гномами и сменными крышками розеток, обратите внимание на эту нить 3D-принтера.
ASA, как и ABS, немного сложно распечатать на 3D-принтере, потому что он чувствителен к нагреву во время печати. Однако после печати детали из ASA очень термостойкие и долговечные. Отпечатки ASA также жесткие и прочные, и даже больше, чем те же детали, сделанные из ABS. В отличие от того, что многие пользователи замечают с отпечатками ABS, ASA не станет желтым, если оставить его на улице.
В этой статье мы рассмотрим шесть различных нитей ASA и особенности каждой марки. Однако перед этим мы обсудим некоторые плюсы, минусы и варианты использования материала. Мы также предоставим несколько рекомендаций по печати для работы с ASA.
Если вы заинтересованы в печати в ASA, но у вас нет правильной настройки принтера или вы хотите справиться с проблемами, рассмотрите Craftcloud, нашу торговую площадку для 3D-печати. Будьте уверены, что профессионалы смогут доставить деталь вашей мечты прямо к вашей двери.
А теперь давайте узнаем больше об этой уникальной нити!
Если вы заинтересованы в печати с помощью ASA, полезно знать, для чего его можно использовать, а также некоторые причины, по которым вы можете захотеть (или нет) попробовать свои силы в этой специальной нити. Давайте посмотрим глубже!
Теперь, когда мы знаем больше о том, где можно использовать детали ASA, давайте взглянем на их печать, прежде чем мы перейдем к лучшим брендам для использования!
ASA может быть очень чувствительным материалом для печати, поэтому настройки печати, включая температуру, играют ключевую роль в том, как может получиться отпечаток. Вы всегда должны использовать по умолчанию настройки, предоставленные производителем конкретной нити ASA, которую вы используете, когда она предоставляется.
Следующие советы помогут уменьшить распространенные проблемы при печати с помощью ASA:
Коэффициент линейного (теплового ) расширения — от 6 до 11*10-5 /°C
PP пластик для 3D принтера
ЧТО ТАКОЕ ПП?
Полипропилен (РР ) является прочным, гибким, легким, химически стойким и безопасным для пищевых продуктов, что может объяснить его широкий спектр применения, включая конструкционные пластики, упаковку для пищевых продуктов, текстиль и банкноты.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
К сожалению, в качестве нити накала для 3D-принтеров печатаются печатающие материалы из-за сильной деформации и плохой адгезии. Если бы не эти проблемы, PP, вероятно, поспорил бы с PLA за самую популярную нить 3D-принтера, учитывая ее сильные механические и химические свойства.
Интересно, что, поскольку многие предметы домашнего обихода сделаны из полипропилена, на самом деле можно утилизировать старый мусор и превратить его в новую нить для 3D-принтера.
Коэффициент линейного (теплового ) расширения — от 7 до 17*10-5 /°C
КОГДА СЛЕДУЕТ ИСПОЛЬЗОВАТЬ НИТЬ ДЛЯ ПРИНТЕРА PP 3D?
Если вы можете взять под контроль деформацию ПП, то большинство отпечатков, требующих выносливого и легкого материала, подойдут ПП. Тем не менее, важно отметить, что, хотя материал находит широкое применение в упаковке расходных материалов и лекарств благодаря своим безопасным для пищевых свойств свойствам, процесс 3D-печати FDM сводит на нет это с помощью сотен (если не тысяч) линий слоев для бактерий, которые можно вывешивать в — лучше не пытаться.
POM пластик для 3D принтера
ЧТО ТАКОЕ АЦЕТАЛЬ (POM )?
Полиоксиметилен (POM ), также называемый ацеталем и делрином, хорошо известен своим использованием в качестве конструкционного пластика, например, в деталях, которые перемещаются или требуют высокой точности.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Acetal как материал видит общее использование в качестве зубчатых колес, подшипников, механизмов фокусировки камеры и молний.
POM работает исключительно хорошо в таких типах применения благодаря своей прочности, жесткости, износостойкости и, что наиболее важно, низкому коэффициенту трения. Именно благодаря этому последнему свойству POM делает такую замечательную нить для 3D-принтера.
Для большинства типов нитей 3D-принтера из этого списка существует значительный разрыв между тем, что сделано в промышленности, и тем, что вы можете сделать дома с помощью вашего 3D-принтера. Для POM этот разрыв несколько меньше; скользкая природа этого материала означает, что отпечатки могут быть почти такими же функциональными, как и детали серийного производства.
При печати на нити для 3D-принтера POM обязательно используйте горячую печатную кровать, поскольку первый слой не всегда хочет прилипать.
КОГДА СЛЕДУЕТ ИСПОЛЬЗОВАТЬ НИТЬ ДЛЯ 3D-ПРИНТЕРА ACETAL (POM )?
Коэффициент линейного (теплового ) расширения — от 10 до 15*10-5 /°C
PMMA (акрил ) пластик для 3D принтера
ЧТО ТАКОЕ НИТЬ ИЗ ПММА?
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
3D-печать на нити из принтера PMMA 3D может быть немного сложнее. Чтобы предотвратить коробление и добиться максимальной прозрачности, экструзия должна быть последовательной, что требует высокой температуры сопла. Это также может помочь закрыть камеру для печати, чтобы лучше регулировать охлаждение.
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ НИТЬ ДЛЯ ПРИНТЕРА PMMA 3D?
Коэффициент линейного (теплового ) расширения — от 4 до 9*10-5 /°C
Cleaning. Пластик для очистки 3D принтера
ЧТО ТАКОЕ ЧИСТЯЩАЯ НИТЬ?
В отличие от других нитей из этого списка, очистка нитей 3D-принтера используется не для печати объектов, а для очистки экструдеров 3D-принтеров. Его цель — удалить из горячего конца любой материал, который мог остаться с предыдущих отпечатков. Хотя это хорошая общая практика, использование очистки нити 3D-принтера особенно полезно при переходе между материалами, которые имеют разные температуры или цвета печати.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Общая процедура включает ручную подачу чистящей нити 3D-принтера в нагретую печатающую головку для вытеснения старого материала, затем слегка охлаждает горячий конец и снова вытаскивает нить. Для получения более подробных инструкций ознакомьтесь с информацией производителя для конкретной нити, которую вы используете.
Несколько дополнительных вещей, чтобы отметить:
КОГДА СЛЕДУЕТ ИСПОЛЬЗОВАТЬ ЧИСТЯЩУЮ НИТЬ ДЛЯ 3D-ПРИНТЕРА?
FPE пластик для 3D принтера
ЧТО ТАКОЕ НИТЬ FPE?
Гибкий полиэстер (FPE ) — это универсальная этикетка для нити 3D-принтера, которая сочетает в себе жесткие и мягкие полимеры. Такие нити сопоставимы с PLA, но они более мягкие и более гибкие. Конкретная гибкость зависит от используемых твердых и мягких полимеров, а также от соотношения между ними.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
КОГДА Я ДОЛЖЕН ИСПОЛЬЗОВАТЬ FPE 3D-ПРИНТЕР?
Когда требуется гибкость печати, но простота печати имеет приоритет. Гибкие нити могут быть сложными для печати, и FPE могут предложить альтернативу, которая предлагает всего понемногу. Легко печатать, как PLA, но с большей гибкостью в результате печати.
Коэффициент линейного (теплового ) расширения — от 5 до 11*10-5 /°C
армированного стекловолокном или углеволокном от 1,5 до 2
Коэффициент линейного (теплового ) расширения — от 1.5 до 2.3*10-5 /°C
Коэффициент линейного (теплового ) расширения — от 5 до 6*10-5 /°C



